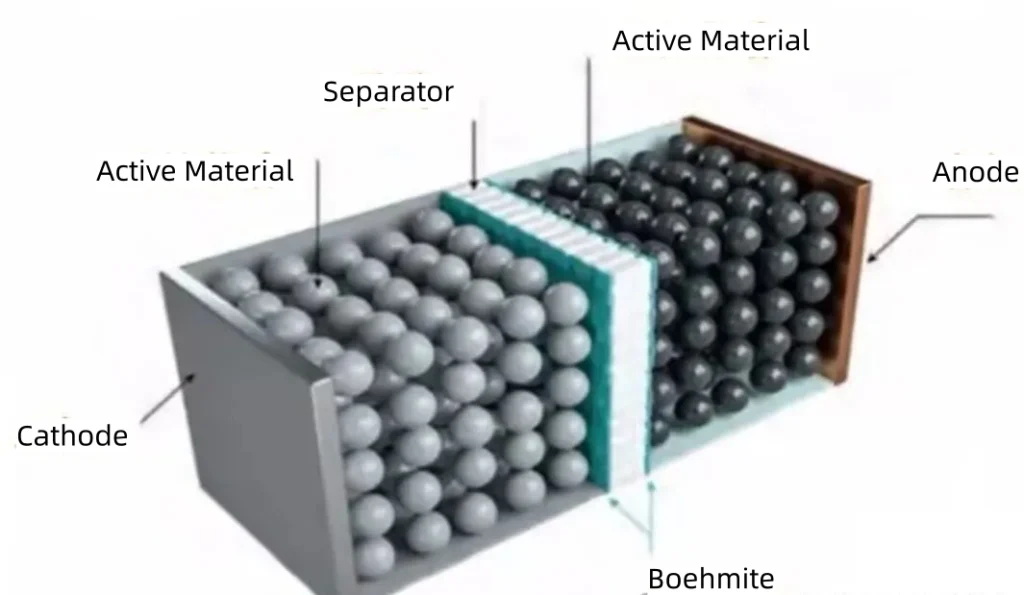
Boehmit (AlO(OH)), lityum iyon pillerdeki poliolefin ayırıcılar için baskın seramik kaplama malzemesi haline gelmiştir. Standart bir polietilen ayırıcının üzerine kaplanmış 1-4 mikronluk bir boehmit tabakası, ısı büzülmesinin başlangıç sıcaklığını yaklaşık 130 santigrat dereceden 200 santigrat derecenin üzerine çıkarır. Bir pilin termal kaçışa girmesini, girmemesinden ayıran şey bu termal marjdır. Bu makale, farklı pil uygulamaları için gerekli olan D50 spesifikasyonlarını ve nasıl olduğunu ele almaktadır. jet freze Bu yöntemin kirlenme olmadan nasıl elde edildiğini, böhmit için bilyalı öğütme ile nasıl karşılaştırıldığını ve gerçek işleme sonuçlarının nasıl göründüğünü açıklıyoruz.
Kaplamanın performansı neredeyse tamamen böhmit tozunun parçacık boyutuna ve saflığına bağlıdır. D50 çok iri taneli olursa, kaplama kalın, düzensiz olur ve iç direnci artırır. Manyetik yabancı madde (öğütme ekipmanı aşınmasından kaynaklanan Fe, Ni, Cr) belirtilen değerin üzerinde olursa, ayırıcı yüzeyinde mikro kısa devreler oluşabilir. D50'yi doğru ayarlamak ve bunu metalik kirlenme olmadan yapmak, jet değirmeninin çalışma prensibinin bilyalı değirmene göre belirleyici bir avantaja sahip olduğu noktadır.

Boehmit, ayırıcı kaplama olarak standart alüminadan neden daha üstün performans gösterir?
Hem böhmit (AlO(OH)) hem de standart alümina (Al2O3), ayırıcı kaplama olarak kullanılan alüminyum bazlı seramiklerdir. Aralarındaki farklar üretim ve performans açısından önemlidir.
| Mülk | Boehmit AlO(OH) | Standart Alümina Al2O3 |
| Mohs sertliği | 3-4 | 9 |
| Özgül ağırlık | ~3,0 g/cm³ | ~3,9 g/cm³ |
| Termal davranış | 300 santigrat derecenin üzerinde endotermik dehidrasyon — aktif olarak ısıyı emer. | Kararlı — endotermik reaksiyon yok |
| Kaplama ekipmanına etkisi | Daha düşük sertlik, silindir ve bıçak aşınmasını azaltır. | Yüksek sertlik, ekipmanlarda önemli aşınmaya neden olur. |
| Elde edilebilecek kaplama kalınlığı | 1-2 µm kalınlığında homojen bir kaplama elde edilebilir. | Daha kalın ve daha az homojen kaplamalar üretme eğilimindedir. |
| Elektrolit ıslatılabilirliği | İyi — hidrofilik yüzey iyon taşınımını iyileştirir | Yeterli |
Boehmitin endotermik dehidrasyon davranışı, en önemli fonksiyonel farklılıktır. Bir hücre termal kaçışa yaklaştığında, boehmit kaplaması ayrışırken ısıyı emer ve bu da hücrenin toparlanması ile çoğalması arasındaki farkı yaratabilecek bir termal tampon görevi görür. Bu mekanizma standart alüminada bulunmaz; aktif olarak ısıyı emmek yerine kararlı kalır.
Daha düşük sertlik (Mohs 3-4'e karşılık 9) üretim ekonomisi açısından önemlidir. Al2O3'ten boehmit'e geçiş yapan bir kaplama hattında, daha yumuşak parçacıkların daha az aşındırıcı olması nedeniyle kaplama silindirlerinde, dilimleme bıçaklarında ve dağıtım ekipmanlarında ölçülebilir derecede daha uzun hizmet ömrü görülür.
Boehmit için D50 Özellikleri (Uygulamaya Göre)
Boehmit için partikül boyutu spesifikasyonu tüm pil uygulamalarında aynı değildir. D50 hedefi, gereken kaplama kalınlığına, ayırıcı alt tabakaya ve pilin performans seviyesine bağlıdır.
| Başvuru | D50 Hedefi | D97 Maks | Temel Performans Göstergesi |
| Üst düzey EV ayırıcı kaplama | 200-300 nm | <1.000 nm | Maksimum enerji yoğunluğu için ultra ince yoğun kaplama; en düşük iç direnç ilavesi |
| Ana akım EV ve depolama ayırıcısı | 0,5-1,6 µm | <4 µm | Güvenlik, kaplama homojenliği ve üretim tutarlılığı arasındaki denge |
| Elektrot kenar kaplaması | 1,0-6,0 µm | <15 µm | Elektrot kenarlarında yapısal koruma ve yalıtım; daha az zorlu PSD gereksinimi |
| Yarı katı/katı hal Ar-Ge'si | 100-400 nm | <1.000 nm | Deneysel yüksek yoğunluklu kaplamalar için çok ince parçacık boyutu; saflık kritik öneme sahiptir. |
Sektördeki eğilim, daha ince D50 kalitelerine doğru ilerliyor. Mikron altı boehmit (500 nm'nin altında D50), ayırıcıya daha az ağırlık ve direnç ekleyen daha ince kaplama katmanlarına olanak tanır; bu da paket seviyesinde hücre enerji yoğunluğunu artırır. Jet öğütmenin, öğütme ortamı kirlenmesi olmadan mikron altı D50 elde etme yeteneğinin en önemli olduğu spesifikasyon seviyesi burasıdır; bilyalı öğütme, yüksek saflıkta pil uygulamaları için D50 1 mikronun altında giderek daha kullanışsız hale gelir.
Boehmit için Jet Frezeleme Neden Doğru Teknoloji?

Bilyalı Değirmenlerde Kirlenme Sorunu
Boehmite'nin pil sınıfı spesifikasyonu, manyetik yabancı madde (MFM) - toplam Fe, Ni, Cr ve diğer ferromanyetik parçacıklar - miktarının katı limitlerin altında olmasını gerektirir: genellikle ana akım ayırıcı kaliteleri için 50 ppm'nin altında ve üst düzey EV uygulamaları için 10 ppm'nin altında. Bu limitler, ayırıcı yüzeyindeki manyetik parçacıkların hücrenin iç elektrik alanı altında hareket edebilmesi ve mikro kısa devreye neden olabilmesi nedeniyle mevcuttur.
Alümina veya zirkonya öğütme ortamıyla boehmit işleyen bir bilyalı değirmen, iki yolla kirlenmeye neden olur. Birincisi, doğrudan ortam aşınması: ortam parçacıkları kırılır ve çatlar, ürüne Al2O3 veya ZrO2 parçaları karışır. İkincisi, astar aşınması: üretim verimliliğinde boehmit-ortam karışımı herhangi bir yüzeye karşı aşındırıcı olduğundan, değirmen astarı seramik astarla bile ölçülebilir oranlarda metal salar. D50 1-2 mikron boehmit üreten bir bilyalı değirmenden ölçülen MFM, ortam kalitesine ve öğütme yoğunluğuna bağlı olarak tipik olarak 30-150 ppm'dir; bu, ana akım ayırıcı spesifikasyonunun sınırında veya üzerinde ve üst düzey spesifikasyonun çok üzerindedir.
Jet Frezeleme Bu Yolu Nasıl Ortadan Kaldırıyor?
Akışkan yataklı jet değirmeninde, boyut küçültme tamamen parçacıkların birbirleriyle çarpışmasıyla sağlanır. Sıkıştırılmış gaz jetleri, böhmit parçacıklarını yakınsak akımlara doğru hızlandırır; parçacıklar yüksek hızda birbirleriyle çarpışarak kırılır. Ürün temas yolundaki tek katı yüzeyler, her ikisi de seramik kaplı olabilen hazne duvarları ve sınıflandırıcı tekerlektir. Öğütme ortamı yoktur. Öğütme aşamasından kaynaklanan metal kirliliği sıfıra yakındır.
Manyetik yabancı madde spesifikasyonu için, jet öğütme, kalite kontrol zorluğunu öğütme aşamasından yukarı akış sentez ve aşağı akış toplama sistemine kaydırır; bunların her ikisi de daha kontrol edilebilir durumdadır. Jet öğütücünün ardından yerleştirilen yüksek gradyanlı manyetik ayırıcı (HGMS), sentez aşamasından kalan manyetik parçacıkları yakalayan ve MFM'si güvenilir bir şekilde 5-10 ppm'nin altında olan nihai bir ürün üreten son bir kalite kontrol noktası sağlar.
Sub-Mikron D50: Jet Frezelemenin Kesin Olarak Kazandığı Nokta
D50 500 nm'nin altında, böhmit için bilyalı öğütme pratik olmaktan çıkar. Bu boyut aralığındaki parçacıkları verimli bir şekilde işlemek için gereken öğütme ortamı milimetrenin altında olmalıdır (tipik olarak nano öğütme için 0,1-0,3 mm bilyeler), bu da kırılmaya eğilimlidir ve yüksek kaliteli pil spesifikasyonunu aşan oranlarda kirlenmeye neden olur. D50 300 nm'ye ulaşmak için uzun öğütme süreleri (8-16 saat) gereklidir, bu da kirlenmeye maruz kalmayı ve işlem maliyetini artırır.
Akışkan yataklı jet değirmeni, 6-8 bar öğütme basıncında tek geçişte böhmit üzerinde 300-500 nm D50 değerine ulaşır ve işlem süresi saatler yerine dakikalarla ölçülür. Sınıflandırıcı tekerlek hızı, D50 kesme noktasını kontrol eder; sınıflandırıcı hızının daha ince bir şekilde azaltılması daha ince bir ürün elde edilmesini sağlar. Bu hız, hassasiyet ve kirlenme içermeyen işleme kombinasyonu, jet değirmenini yüksek kaliteli böhmit üretimi için standart teknoloji haline getirir.
| Faktör | Jet Değirmeni (Akışkan Yataklı) | Bilyalı Değirmen (Seramik Ortam) |
| D50 ulaşılabilir menzili | 100 nm – 45 µm | 500 nm – 20 µm (bömit için pratik) |
| 500 nm altı kapasite | Evet — jet freze için standart | Pil sınıfı için seri üretimde pratik değil. |
| Manyetik yabancı madde | Öğütme aşamasından sıfıra yakın | Tipik değer 30-150 ppm; ortama bağlı. |
| İşlem süresi (D50 300 nm) | 15-45 dakika | 8-16 saat |
| Boehmit kristal suyu | (Ortam sürtünmesinden kaynaklanan ısı yok) | Uzun süreli ıslak öğütme ile kısmi dehidrasyon riski |
| Azot atmosferi seçeneği | Jet freze için standart seçenek | Bilyalı değirmen için karmaşık ve pahalı. |
| Ton başına enerji maliyeti | Daha yüksek (sıkıştırılmış gaz) | Eşdeğer D50 > 2 µm'de daha düşük |
Komple Boehmit Üretim Hattı
Jet değirmeni, böhmit işleme aşamasının çekirdeğini oluşturur, ancak pil sınıfı böhmit için tam üretim hattı, yukarı ve aşağı yönlü birçok adımı içerir:
Boehmite Üretim Hattı Ekipman Sıralaması
• Sentez: Reaktör kazanları — alüminyum alkoksit veya alüminyum tuzu öncüllerinden AlO(OH) çökeltisi üretir.
• Ayırma: Filtre presi — reaksiyon sıvısının büyük kısmını böhmit kekinden ayırır.
• Kurutma: Püskürtmeli kurutucu veya fırınla kurutma — kuru jet frezeleme için nem oranını 0,5%'nin altına düşürür.
• Çekirdek öğütme: Akışkan yataklı jet değirmeni (EPİK Tozu— kirlenme içermeyen, parçacık-parçacık öğütme yöntemiyle hedef D50 değerine ulaşır.
• Sınıflandırma: Hava sınıflandırıcı — en ince kaliteler için ikincil D97 kontrolü (jet değirmeni sınıflandırıcısının yeterli olduğu standart kaliteler için isteğe bağlı)
• Manyetik ayırma: Yüksek gradyanlı manyetik ayırıcı (HGMS), 10.000-15.000 Gauss — sentezden kalan manyetik parçacıkları uzaklaştırır.
Toplama: Darbeli torba filtre — ürün toplama ve temiz hava tahliyesi
| Pil Uygulamaları için Boehmit veya Alümina Tozunun İşlenmesi? EPIC Powder Machinery'nin akışkan yataklı jet değirmenleri, böhmit, alümina ve diğer pil seramik tozları için yapılandırılmıştır. Ücretsiz test öğütme hizmeti sunuyoruz — böhmit hammaddenizi, D50 ve manyetik yabancı madde özelliklerinizi bize iletin, biz de size tam PSD verilerini, Fe ve manyetik safsızlıklar için ICP analizini ve önerilen proses konfigürasyonunu geri gönderelim. Hedef D50 değerinizi (mikron altı veya mikron aralığı), yıllık üretim hacminizi ve azot atmosferine ihtiyaç duyulup duyulmadığını bize bildirin. Ücretsiz deneme öğütme talebinde bulunmak için: www.jet-mills.com/contact Pil Malzemesi Jet Freze Ürün Yelpazemizi Keşfedin: www.jet-mills.com |
Sıkça Sorulan Sorular
Lityum pil ayırıcı kaplamasında standart alümina yerine neden böhmit tercih edilir?
İki malzeme sertlik, yoğunluk ve termal davranış açısından farklılık gösterir; bunların hepsi kaplama işlemini ve pilin güvenlik performansını etkiler. Boehmit (Mohs 3-4), standart alüminadan (Mohs 9) önemli ölçüde daha yumuşaktır; bu da ayırıcı üretim hattındaki kaplama silindirlerinde, kesme bıçaklarında ve dağıtım ekipmanlarında önemli ölçüde daha az aşınmaya neden olduğu anlamına gelir. Boehmitin daha düşük yoğunluğu (alümina için 3,9 g/cm³'e karşılık yaklaşık 3,0 g/cm³), eşdeğer koruyucu performans için daha ince ve daha hafif bir kaplama tabakası anlamına gelir. En önemli fonksiyonel fark termaldir: boehmit, 300 santigrat derecenin üzerinde endotermik dehidrasyona uğrar (AlO(OH) yapısal suyunu buhar olarak salar), bu da termal kaçış olayında aktif olarak ısıyı emer. Standart alümina termal olarak kararlıdır ve bu aktif ısı emme mekanizmasını sağlamaz. Termal yönetimin birincil güvenlik endişesi olduğu pil hücreleri için, boehmitin endotermik davranışı anlamlı bir ek güvenlik payı sağlar.
Elektrikli araç batarya ayırıcılarını kaplarken boehmit için hangi D50 değerini belirtmeliyim?
D50 spesifikasyonu, hücre kademesine ve kaplama kalınlığı hedefine bağlıdır. Standart polietilen veya polipropilen ayırıcılar kullanan ana akım EV ve enerji depolama uygulamaları için D50 0,5-1,6 mikron, standart ticari aralıktır. Bu boyutta, standart oluklu kalıp veya gravür kaplama işlemleriyle 2-4 mikronluk düzgün bir kaplama tabakası elde edilebilir. Kaplama ağırlığını ve iç direnci en aza indirmenin öncelikli olduğu üst düzey EV uygulamalarındaki yüksek enerji yoğunluklu hücreler için, D50 200-400 nm'de alt mikron boehmit, daha iyi yoğunlukta daha ince kaplama tabakaları (1-2 mikron) sağlar. Elektrot kenarı kaplaması (ayırıcı yüzey kaplamasından farklı bir uygulama) için D50 1-6 mikron tipiktir ve daha az katı PSD gereksinimleri vardır. Her durumda, D97 ve kaba kuyruğun (10-15 mikronun üzerindeki parçacıklar) olmaması, D50 kadar önemlidir; aşırı büyük parçacıklar, ayırıcının delinme direncini azaltan kaplama kusurları oluşturur.
Bilyalı değirmen pil yapımında kullanılan böhmit üretebilir mi ve ne zaman jet değirmenine geçmeyi düşünmeliyim?
Bilyalı değirmen, küçük ölçekli üretim için uygun verimlerle 1-5 mikron D50 aralığında böhmit üretebilir, ancak pil sınıfı uygulamalar için iki sınırlama önemli hale gelir. Birincisi, manyetik yabancı madde: yüksek kaliteli seramik ortamlar bile aşınma yoluyla ölçülebilir kirlilik oluşturur. Elektrot kenar kaplama uygulamaları için (Fe 200 ppm'nin altında), bu kabul edilebilir olabilir. Ana akım ayırıcı kaplama (Fe 50 ppm'nin altında) ve üst düzey uygulamalar (Fe 10 ppm'nin altında) için, bilyalı değirmen kirliliği sürekli olarak spesifikasyonun üzerindedir. İkincisi, mikron altı kapasite: D50 500 nm'nin altında, bilyalı değirmen pil sınıfı böhmit için pratik olmaktan çıkar; 8-16 saatlik işlem süreleri, gerekli olan milimetre altı ortamdan kaynaklanan yüksek Zr kirliliği ile yalnızca sınırda D50 değerleri üretir. Jet değirmenine geçme göstergesi, MFM spesifikasyonunuz 50 ppm'nin altına düştüğünde, 1 mikronun altında D50'ye ihtiyacınız olduğunda veya parti döngü süresi üretim kapasitenizi sınırladığında ortaya çıkar.
Epik Toz
Şu anda Epik Toz, Geniş bir ekipman modeli yelpazesi sunuyoruz ve özel ihtiyaçlarınızı karşılayacak çözümler üretiyoruz. Ekibimiz, çeşitli toz işleme alanlarında 20 yılı aşkın deneyime sahiptir. Epic Powder, maden endüstrisi, kimya endüstrisi, gıda endüstrisi, ilaç endüstrisi vb. için ince toz işleme teknolojisinde uzmanlaşmıştır.
Bize Ulaşın Ücretsiz danışmanlık ve size özel çözümler için bugün iletişime geçin!

"Okuduğunuz için teşekkürler. Umarım makalem yardımcı olur. Lütfen aşağıya yorum bırakın. Ayrıca şunları da yapabilirsiniz: EPIC ile iletişime geçin Toz çevrimiçi müşteri temsilcisi Zelda Daha fazla bilgi için bize ulaşın.”
— Jason Wang, Mühendis