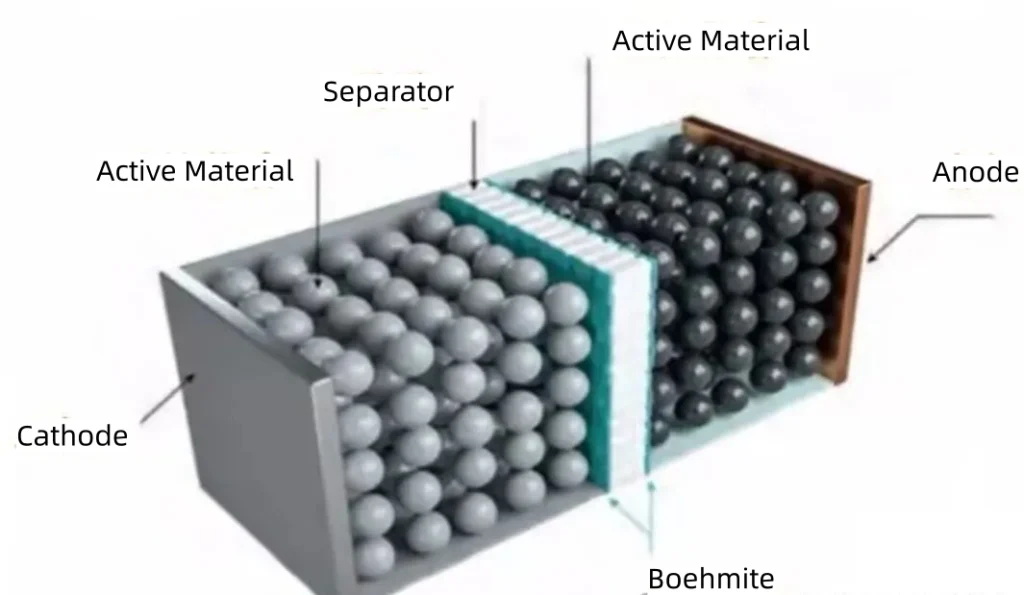
Boehmita (AlO(OH)) se ha convertido en el material de recubrimiento cerámico dominante para separadores de poliolefina en baterías de iones de litio. Una capa de 1 a 4 micras de boehmita aplicada sobre un separador de polietileno estándar eleva su temperatura de inicio de contracción térmica de aproximadamente 130 °C a más de 200 °C. Es el margen térmico lo que distingue una batería que entra en fuga térmica de una que no. Este artículo cubre las especificaciones D50 requeridas para diferentes aplicaciones de baterías, cómo fresado por chorro Se explica cómo se consiguen sin contaminación, cómo se compara con la molienda de bolas para la boehmita y cómo son los resultados reales del procesamiento.
El rendimiento del recubrimiento depende casi por completo del tamaño de partícula y la pureza del polvo de boehmita. Si el D50 es demasiado grueso, el recubrimiento resulta espeso, irregular y aumenta la resistencia interna. Si la presencia de materia extraña magnética (Fe, Ni, Cr proveniente del desgaste del equipo de molienda) supera la especificación, pueden desarrollarse microcortocircuitos en la superficie del separador. Lograr el D50 adecuado —y hacerlo sin introducir contaminación metálica— es donde el principio de funcionamiento del molino de chorro ofrece una ventaja decisiva sobre la molienda de bolas.

¿Por qué la boehmita supera a la alúmina estándar como recubrimiento separador?
Tanto la boehmita (AlO(OH)) como la alúmina estándar (Al2O3) son cerámicas a base de aluminio que se utilizan como recubrimientos separadores. Las diferencias son importantes para la fabricación y el rendimiento.
| Propiedad | Boehmita AlO(OH) | Alúmina estándar Al2O3 |
| Dureza de Mohs | 3-4 | 9 |
| Peso específico | ~3,0 g/cm³ | ~3,9 g/cm³ |
| Comportamiento térmico | Deshidratación endotérmica por encima de 300 grados C: absorbe calor activamente. | Estable: no hay reacción endotérmica |
| Efecto en los equipos de recubrimiento | Una menor dureza reduce el desgaste de los rodillos y las cuchillas. | La alta dureza provoca un desgaste significativo del equipo. |
| Espesor de recubrimiento alcanzable | Se puede lograr un recubrimiento uniforme de 1-2 µm. | Tiende a producir recubrimientos más gruesos y menos uniformes. |
| Mojabilidad del electrolito | Bueno: la superficie hidrofílica mejora el transporte de iones. | Adecuado |
La principal diferencia funcional de la boehmita radica en su comportamiento de deshidratación endotérmica. Cuando una célula se acerca al descontrol térmico, el recubrimiento de boehmita absorbe calor al descomponerse, proporcionando una reserva térmica que puede marcar la diferencia entre una célula que se recupera y una que se propaga. Este mecanismo está ausente en la alúmina estándar, que permanece estable en lugar de absorber calor activamente.
La menor dureza (Mohs 3-4 frente a 9) es importante para la economía de la fabricación. Una línea de recubrimiento que cambia de Al2O3 a boehmita suele experimentar una vida útil considerablemente mayor en los rodillos de recubrimiento, las cuchillas de corte y los equipos de dispersión, ya que las partículas más blandas son menos abrasivas.
Especificaciones D50 para Boehmite según la aplicación
La especificación del tamaño de partícula para la boehmita no es uniforme en todas las aplicaciones de baterías. El valor D50 objetivo depende del espesor del recubrimiento requerido, el sustrato del separador y el nivel de rendimiento de la batería.
| Solicitud | Objetivo D50 | D97 Máx. | Factor clave de rendimiento |
| Recubrimiento separador de vehículos eléctricos de alta gama | 200-300 nm | <1.000 nm | Recubrimiento ultrafino y denso para una máxima densidad de energía; mínima resistencia interna añadida. |
| Separador de vehículos eléctricos y almacenamiento convencional | 0,5-1,6 µm | <4 µm | Equilibrio entre seguridad, uniformidad del recubrimiento y consistencia de la fabricación. |
| Recubrimiento del borde del electrodo | 1,0-6,0 µm | <15 µm | Protección estructural y aislamiento en los bordes de los electrodos; requisito de PSD menos exigente. |
| Investigación y desarrollo de sistemas semisólidos y de estado sólido. | 100-400 nm | <1.000 nm | Tamaño de partícula muy fino para recubrimientos experimentales de alta densidad; pureza crítica. |
La tendencia en la industria apunta hacia grados D50 más finos. La boehmita submicrónica (D50 inferior a 500 nm) permite capas de recubrimiento más delgadas que añaden menos peso y resistencia al separador, lo que aumenta la densidad energética de la celda a nivel de paquete. Este es el nivel de especificación donde la capacidad de la molienda por chorro para lograr un D50 submicrónico sin contaminación del medio de molienda es más relevante; la molienda de bolas se vuelve cada vez menos práctica por debajo de 1 micrón de D50 para aplicaciones de baterías de alta pureza.
Por qué el fresado por chorro es la tecnología adecuada para la boehmita

El problema de la contaminación en la molienda de bolas
La especificación de Boehmite para baterías exige que la materia extraña magnética (MFM, por sus siglas en inglés), que comprende el Fe, Ni, Cr y otras partículas ferromagnéticas, se mantenga por debajo de límites estrictos: normalmente por debajo de 50 ppm para separadores de uso general y por debajo de 10 ppm para aplicaciones de vehículos eléctricos de alta gama. Estos límites existen porque las partículas magnéticas en la superficie del separador pueden migrar bajo el campo eléctrico interno de la celda y provocar un microcortocircuito.
Un molino de bolas que procesa boehmita con medios de molienda de alúmina o zirconia introduce contaminación por dos vías. Primero, desgaste directo del medio: las partículas del medio se astillan y fracturan, introduciendo fragmentos de Al2O3 o ZrO2 en el producto. Segundo, desgaste del revestimiento: el revestimiento del molino libera metal a tasas medibles incluso con revestimiento cerámico, porque la mezcla de boehmita y medio es abrasiva contra cualquier superficie a los caudales de producción. El MFM medido de un molino de bolas que produce boehmita D50 de 1-2 micras suele ser de 30-150 ppm dependiendo de la calidad del medio y la intensidad de molienda, lo que está en el límite o por encima de la especificación del separador convencional, y muy por encima de la especificación de gama alta.
Cómo el fresado por chorro elimina esta vía
En un molino de lecho fluidizado por chorro, la reducción de tamaño se logra exclusivamente mediante la colisión entre partículas. Chorros de gas comprimido aceleran las partículas de boehmita hacia corrientes convergentes; las partículas se fracturan al colisionar entre sí a alta velocidad. Las únicas superficies sólidas en la trayectoria de contacto del producto son las paredes de la cámara y la rueda clasificadora, ambas revestidas de cerámica. No se utilizan medios de molienda. La contaminación por metales derivada de la molienda es prácticamente nula.
Para la especificación de materia extraña magnética, la molienda por chorro traslada el desafío del control de calidad de la etapa de molienda a la síntesis previa y al sistema de recolección posterior, ambos más controlables. Un separador magnético de alto gradiente (HGMS) ubicado después del molino de chorro proporciona un control de calidad final que captura cualquier partícula magnética residual de la etapa de síntesis, produciendo un producto final con un contenido de materia extraña magnética (MFM) confiablemente inferior a 5-10 ppm.
D50 submicrónico: donde el fresado por chorro se impone definitivamente
Por debajo de D50 500 nm, la molienda de bolas para boehmita resulta poco práctica. El medio de molienda necesario para procesar eficientemente partículas en este rango de tamaño debe ser submilimétrico (normalmente perlas de 0,1 a 0,3 mm para nanomolienda), lo que provoca roturas e introduce contaminación a un ritmo que supera las especificaciones de las baterías de alta gama. Se requieren tiempos de molienda prolongados (de 8 a 16 horas) para alcanzar D50 300 nm, lo que también aumenta la exposición a la contaminación y el coste del procesamiento.
Un molino de chorro de lecho fluidizado alcanza un D50 de 300-500 nm en boehmita en una sola pasada a presiones de molienda de 6-8 bar, con un tiempo de procesamiento que se mide en minutos en lugar de horas. La velocidad de la rueda clasificadora controla el punto de corte D50; al reducir la velocidad de la clasificadora se obtiene un producto más fino. Esta combinación de velocidad, precisión y procesamiento libre de contaminación convierte al molino de chorro en la tecnología estándar para la producción de boehmita de alta gama.
| Factor | Molino de chorro (lecho fluidizado) | Molino de bolas (medio cerámico) |
| Rango alcanzable de D50 | 100 nm – 45 µm | 500 nm – 20 µm (práctico para la boehmita) |
| Capacidad inferior a 500 nm | Sí, estándar para molino de chorro | Poco práctico a escala de producción para baterías. |
| materia extraña magnética | Casi cero desde el paso de molienda | 30-150 ppm típico; depende del medio. |
| Tiempo de procesamiento (D50 300 nm) | 15-45 minutos | 8-16 horas |
| agua cristalina de boehmita | Conservado (sin calor por fricción del medio) | Riesgo de deshidratación parcial con molienda húmeda prolongada |
| Opción de atmósfera de nitrógeno | Opción estándar para molino de chorro | Complejo y costoso para molino de bolas |
| Coste energético por tonelada | Mayor (gas comprimido) | Menor en D50 equivalente > 2 µm |
Línea de producción completa de boehmita
El molino de chorro es el núcleo de la etapa de procesamiento de la boehmita, pero la línea de producción completa para la boehmita de grado batería implica varios pasos previos y posteriores:
Secuencia de equipos de la línea de producción de boehmita
• Síntesis: Reactores: producen precipitado de AlO(OH) a partir de precursores de alcóxido de aluminio o sal de aluminio.
• Separación: Prensa de filtro: elimina la mayor parte del líquido de reacción de la torta de boehmita.
• Secado: Secador por pulverización o secado en horno: reduce la humedad a menos de 0,5% para el fresado por chorro seco.
• Molienda de núcleos: Molino de chorro de lecho fluidizado (Polvo Épico) — alcanza el objetivo D50 con molienda partícula sobre partícula libre de contaminación
• Clasificación: Clasificador neumático: control secundario D97 para los grados más finos (opcional para grados estándar donde el clasificador de molino de chorro es suficiente).
• Separación magnética: Separador magnético de alto gradiente (HGMS), 10.000-15.000 Gauss: elimina las partículas magnéticas residuales de la síntesis.
Recogida: Filtro de bolsa de pulsos: recogida de producto y extracción de aire limpio.
| ¿Procesamiento de polvo de boehmita o alúmina para aplicaciones en baterías? Los molinos de lecho fluidizado por chorro de EPIC Powder Machinery están configurados para boehmita, alúmina y otros polvos cerámicos para baterías. Ofrecemos pruebas de molienda gratuitas: usted nos proporciona la alimentación de boehmita y las especificaciones de D50 y de materia extraña magnética, y nosotros le devolvemos los datos completos de PSD, el análisis ICP de Fe e impurezas magnéticas y una configuración de proceso recomendada. Indíquenos su D50 objetivo (rango submicrométrico o micrométrico), el volumen de producción anual y si se requiere atmósfera de nitrógeno. Solicita una prueba de molienda gratuita: www.jet-mills.com/contact Descubra nuestra gama de molinos de chorro para materiales de baterías: www.jet-mills.com |
Preguntas frecuentes
¿Por qué se prefiere la boehmita a la alúmina estándar para el recubrimiento de los separadores de las baterías de litio?
Los dos materiales difieren en dureza, densidad y comportamiento térmico, factores que afectan al proceso de recubrimiento y al rendimiento de seguridad de la batería. La boehmita (Mohs 3-4) es considerablemente más blanda que la alúmina estándar (Mohs 9), lo que significa que provoca un desgaste significativamente menor en los rodillos de recubrimiento, las cuchillas de corte y los equipos de dispersión en la línea de fabricación del separador. La menor densidad de la boehmita (aproximadamente 3,0 g/cm³ frente a 3,9 g/cm³ para la alúmina) implica una capa de recubrimiento más fina y ligera con un rendimiento de protección equivalente. La diferencia funcional más importante es térmica: la boehmita experimenta una deshidratación endotérmica por encima de los 300 °C (el AlO(OH) libera su agua estructural en forma de vapor), que absorbe activamente el calor durante un evento de fuga térmica. La alúmina estándar es térmicamente estable y no proporciona este mecanismo activo de absorción de calor. Para las celdas de batería donde la gestión térmica es una preocupación de seguridad primordial, el comportamiento endotérmico de la boehmita proporciona un margen adicional significativo.
¿Qué valor D50 debo especificar para la boehmita al recubrir los separadores de baterías de vehículos eléctricos?
La especificación D50 depende del nivel de celda y del espesor de recubrimiento deseado. Para aplicaciones convencionales de vehículos eléctricos y almacenamiento de energía que utilizan separadores estándar de polietileno o polipropileno, el rango comercial estándar es D50 de 0,5 a 1,6 micras. Con este tamaño, se puede lograr una capa de recubrimiento uniforme de 2 a 4 micras mediante procesos estándar de recubrimiento por ranura o huecograbado. Para celdas de alta densidad energética en aplicaciones premium de vehículos eléctricos, donde la prioridad es minimizar el peso del recubrimiento y la resistencia interna, la boehmita submicrométrica con D50 de 200 a 400 nm permite capas de recubrimiento más delgadas (1-2 micras) con mejor densidad. Para el recubrimiento de bordes de electrodos (una aplicación diferente al recubrimiento de la superficie del separador), D50 de 1 a 6 micras es típico, con requisitos de PSD menos estrictos. En todos los casos, el D97 y la ausencia de una cola gruesa (partículas de más de 10-15 micras) son tan importantes como el D50: las partículas de gran tamaño crean defectos en el recubrimiento que reducen la resistencia a la perforación del separador.
¿Puede un molino de bolas producir boehmita de calidad para baterías, y cuándo debería considerar cambiar a un molino de chorro?
Un molino de bolas puede producir boehmita en el rango D50 de 1 a 5 micras con caudales adecuados para la producción a pequeña escala, pero dos limitaciones se vuelven significativas para aplicaciones de grado batería. Primero, materia extraña magnética: incluso los medios cerámicos de alta calidad introducen contaminación medible por desgaste. Para aplicaciones de recubrimiento de bordes de electrodos (Fe por debajo de 200 ppm), esto puede ser aceptable. Para el recubrimiento de separadores convencionales (Fe por debajo de 50 ppm) y aplicaciones de alta gama (Fe por debajo de 10 ppm), la contaminación del molino de bolas supera sistemáticamente la especificación. Segundo, capacidad submicrométrica: por debajo de D50 500 nm, la molienda de bolas se vuelve impracticable para la boehmita de grado batería: los tiempos de procesamiento de 8 a 16 horas producen solo valores D50 límite con alta contaminación de Zr debido a los medios submilimétricos requeridos. La indicación para cambiar a un molino de chorro es cuando su especificación MFM se vuelve más estricta por debajo de 50 ppm, cuando necesita D50 por debajo de 1 micra, o cuando el tiempo del ciclo de lote está limitando su capacidad de producción.
Polvo épico
En Polvo épico, Ofrecemos una amplia gama de modelos de equipos y soluciones a medida para satisfacer sus necesidades específicas. Nuestro equipo cuenta con más de 20 años de experiencia en el procesamiento de diversos polvos. Epic Powder se especializa en tecnología de procesamiento de polvo fino para las industrias minera, química, alimentaria y farmacéutica, entre otras.
Contáctenos ¡Hoy para una consulta gratuita y soluciones personalizadas!

Gracias por leer. Espero que mi artículo te haya sido útil. Deja un comentario abajo. También puedes Contacta con EPIC Representante de atención al cliente en línea de Powder Zelda para cualquier otra consulta.
— Jason Wang, Ingeniero