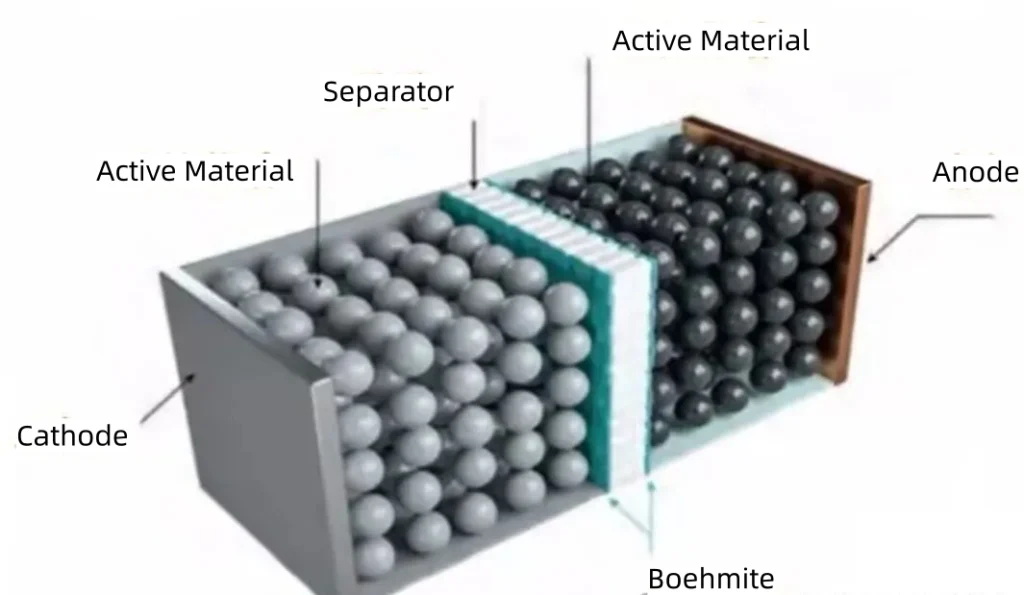
ベーマイト (AlO(OH))は、リチウムイオン電池のポリオレフィンセパレータ用セラミックコーティング材料として主流となっています。標準的なポリエチレンセパレータに1~4ミクロンのベーマイト層をコーティングすると、熱収縮開始温度が約130℃から200℃以上に上昇します。熱暴走を起こす電池と起こらない電池を区別するのは、この熱マージンです。この記事では、さまざまな電池用途に必要なD50仕様、 ジェットミリング 汚染なくそれらを達成する方法、ベーマイト製造におけるボールミル粉砕との比較、そして実際の処理結果がどのようなものか。.
コーティングの性能は、ほぼ完全にベーマイト粉末の粒径と純度に依存します。D50が粗すぎると、コーティングが厚く不均一になり、内部抵抗が増加します。また、磁性異物(粉砕装置の摩耗によるFe、Ni、Crなど)が規格を超えると、分離器表面に微小短絡が発生する可能性があります。D50を適切に設定すること、そして金属汚染物質を混入させずに適切に設定することこそが、ジェットミルがボールミルに比べて決定的な優位性を持つ点です。.

ベーマイトが分離コーティング剤として標準的なアルミナよりも優れている理由
ベーマイト(AlO(OH))と標準アルミナ(Al2O3)はどちらもアルミニウムを主成分とするセラミックスで、分離器コーティング材として使用されます。両者の違いは、製造工程や性能に影響を与えます。.
| 財産 | ベーマイト AlO(OH) | 標準アルミナ Al2O3 |
| モース硬度 | 3-4 | 9 |
| 比重 | 約3.0 g/cm3 | 約3.9 g/cm3 |
| 熱挙動 | 300℃以上での吸熱脱水 ― 熱を積極的に吸収する | 安定している ― 吸熱反応を起こさない |
| 塗装装置への影響 | 硬度が低いほど、ローラーとナイフの摩耗が軽減される。 | 高硬度により機器の摩耗が著しく増加する |
| 達成可能なコーティング厚さ | 均一な1~2μmのコーティングを実現できます | より厚く、均一でない塗膜を形成する傾向がある |
| 電解質の濡れ性 | 良い点:親水性表面はイオン輸送を改善する | 十分な |
ベーマイトの吸熱脱水挙動は、最も重要な機能的差異である。電池が熱暴走に近づくと、ベーマイトコーティングは分解しながら熱を吸収し、熱緩衝材として機能する。この熱緩衝材は、電池が回復するか、それとも増殖するかを左右する重要な要素となる。このメカニズムは、一般的なアルミナには存在しない。一般的なアルミナは熱を積極的に吸収するのではなく、安定した状態を保つ。.
硬度が低いこと(モース硬度3~4に対し9)は、製造コストの面で重要です。Al2O3からベーマイトに切り替えたコーティングラインでは、粒子が柔らかいため摩耗性が低く、コーティングローラー、スリットナイフ、分散装置の耐用年数が著しく長くなることが一般的です。.
用途別ベーマイトD50仕様
ベーマイトの粒度仕様は、すべてのバッテリー用途で一律ではありません。D50目標値は、必要なコーティング厚さ、セパレータ基板、およびバッテリーの性能レベルによって異なります。.
| 応用 | D50ターゲット | D97マックス | 主要業績指標 |
| ハイエンドEVセパレーターコーティング | 200~300 nm | 1,000 nm未満 | エネルギー密度を最大化する超薄型高密度コーティング。内部抵抗を最小限に抑える |
| 主流のEVと蓄電システムの分離 | 0.5~1.6μm | <4 µm | 安全性、コーティングの均一性、製造の一貫性のバランス |
| 電極端部コーティング | 1.0~6.0μm | 15μm未満 | 電極端部の構造的保護と絶縁。PSD要件の緩和 |
| 半固体/固体研究開発 | 100~400 nm | 1,000 nm未満 | 実験的な高密度コーティング用の非常に微細な粒子サイズ。純度が重要。 |
業界のトレンドは、より微細なD50グレードへと向かっています。サブミクロンサイズのベーマイト(D50が500nm未満)を使用することで、コーティング層を薄くすることができ、セパレータの重量と抵抗を軽減できるため、パックレベルでのセルエネルギー密度が向上します。ジェットミル法は、粉砕媒体の汚染なしにサブミクロンサイズのD50を実現できるため、この仕様レベルにおいて最も有効です。高純度バッテリー用途では、D50が1ミクロン未満になると、ボールミル法はますます実用的ではなくなります。.
ジェットミリングがベーマイト加工に最適な技術である理由

ボールミル粉砕における汚染問題
ベーマイト社のバッテリーグレード規格では、磁性異物(MFM)――鉄、ニッケル、クロム、その他の強磁性粒子の総量――が厳格な制限値以下であることが求められています。一般的に、主流のセパレーターグレードでは50ppm以下、ハイエンドEV用途では10ppm以下となっています。これらの制限値が設定されているのは、セパレーター表面の磁性粒子がセル内部の電界によって移動し、微小な短絡を引き起こす可能性があるためです。.
アルミナまたはジルコニアの粉砕媒体を使用してベーマイトを処理するボールミルでは、2 つの経路で汚染が発生します。1 つ目は、媒体の直接摩耗です。媒体粒子が欠けたり割れたりして、Al2O3 または ZrO2 の破片が製品に混入します。2 つ目は、ライナーの摩耗です。ベーマイトと媒体の混合物は、生産処理量ではあらゆる表面に対して研磨性があるため、セラミックライニングであっても、ミルライナーから測定可能な速度で金属が放出されます。D50 1~2 ミクロンのベーマイトを製造するボールミルで測定された MFM は、媒体の品質と粉砕強度に応じて、通常 30~150 ppm であり、主流の分離器の仕様の境界またはそれを超え、ハイエンドの仕様をはるかに上回っています。.
ジェットミリングがこの経路を排除する方法
流動床ジェットミルでは、粒子同士の衝突によってのみ粉砕が行われます。圧縮ガスジェットがベーマイト粒子を加速して収束流を形成し、粒子は高速で衝突することで破砕されます。製品接触経路にある固体表面は、チャンバー壁と分級ホイールのみであり、どちらもセラミックライニングを施すことができます。粉砕媒体は使用されません。粉砕工程自体からの金属汚染はほぼゼロに近づきます。.
磁性異物に関する規格においては、ジェットミルを用いることで、品質管理の課題が粉砕工程から、より制御しやすい上流の合成工程と下流の回収システムへと移行します。ジェットミルの後段に配置された高勾配磁気分離器(HGMS)は、合成工程で残留する磁性粒子を捕捉する最終的な品質ゲートとして機能し、MFMが5~10ppm以下となる最終製品を確実に製造します。.
サブミクロンD50:ジェットミリングが決定的に勝利する場所
D50が500nm未満になると、ベーマイトのボールミル粉砕は実用的ではなくなります。このサイズの粒子を効率的に処理するために必要な粉砕媒体は、サブミリメートル(ナノミル粉砕では通常0.1~0.3mmのビーズ)でなければなりませんが、これは破損しやすく、ハイエンドバッテリーの仕様を超える速度で汚染を引き起こします。D50を300nmまで下げるには、長時間の粉砕(8~16時間)が必要となり、これも汚染リスクと処理コストの増加につながります。.
流動床ジェットミルは、6~8バールの粉砕圧力で、ベーマイトを1回の処理でD50 300~500 nmまで粉砕でき、処理時間は数時間ではなく数分で済みます。D50カットポイントは分級ホイールの回転速度によって制御され、分級速度を小さくするとより細かい製品が得られます。この速度、精度、そして汚染のない処理の組み合わせにより、ジェットミルはハイエンドベーマイト生産の標準技術となっています。.
| 要素 | ジェットミル(流動床ミル) | ボールミル(セラミックメディア) |
| D50達成可能範囲 | 100 nm~45 μm | 500 nm~20 μm(ベーマイトに実用的) |
| 500nm以下の波長域での性能 | はい、ジェットミルの標準規格です。 | 電池グレードの生産規模では非現実的 |
| 磁性異物 | 研削工程からほぼゼロ | 30~150 ppmが一般的。培地によって異なる。 |
| 処理時間(D50 300 nm) | 15~45分 | 8~16時間 |
| ベーマイト結晶水 | 保存状態良好(媒体摩擦による発熱なし) | 長時間の湿式粉砕による部分的な脱水のリスク |
| 窒素雰囲気オプション | ジェットミルの標準オプション | ボールミルは複雑で高価です |
| 1トンあたりのエネルギーコスト | より高い(圧縮ガス) | 同等のD50 > 2 μmで低下 |
ベーマイト製造ライン全線
ジェットミルはベーマイト処理工程の中核をなす装置ですが、電池グレードのベーマイトの製造ライン全体は、いくつかの上流および下流工程から構成されています。
ベーマイト製造ラインの設備順序
・合成:反応釜 ― アルミニウムアルコキシドまたはアルミニウム塩前駆体からAlO(OH)沈殿物を生成する
・分離:フィルタープレス ― ベーマイトケーキから反応液の大部分を除去する
・乾燥:スプレードライヤーまたはオーブン乾燥 ― ドライジェットミリング用に水分を0.5%以下に低減
• コア粉砕: 流動床ジェットミル (エピックパウダー)—汚染のない粒子間粉砕で目標D50を達成
・分級:空気分級機 ― 最微細グレード用の二次D97制御(ジェットミル分級機で十分な標準グレードの場合はオプション)
・磁気分離:高勾配磁気分離器(HGMS)、10,000~15,000ガウス — 合成物から残留磁性粒子を除去する
コレクション:パルスバッグフィルター - 製品コレクションとクリーンエア排気
| バッテリー用途向けにベーマイトまたはアルミナ粉末を加工する? EPIC Powder Machineryの流動床ジェットミルは、ベーマイト、アルミナ、その他の電池用セラミック粉末用に構成されています。無料の試験粉砕サービスを提供しており、ベーマイト原料とD50および磁性異物仕様をご提供いただければ、完全なPSDデータ、Feおよび磁性不純物のICP分析、推奨プロセス構成をお返しします。目標D50(サブミクロンまたはミクロン範囲)、年間生産量、窒素雰囲気が必要かどうかをお知らせください。. 無料お試し挽きをご希望の方は、www.jet-mills.com/contact までお問い合わせください。 当社のバッテリー材料ジェットミル製品ラインナップをご覧ください:www.jet-mills.com |
よくある質問
リチウム電池のセパレーターコーティングにおいて、標準的なアルミナよりもベーマイトが好まれるのはなぜですか?
2つの材料は、硬度、密度、熱特性が異なり、これらはすべてコーティングプロセスとバッテリーの安全性能に影響を与えます。ベーマイト(モース硬度3~4)は、標準アルミナ(モース硬度9)よりもかなり柔らかいため、セパレータ製造ラインのコーティングローラー、スリットナイフ、分散装置の摩耗が大幅に少なくなります。ベーマイトの密度が低い(アルミナの3.9 g/cm³に対し、ベーマイトは約3.0 g/cm³)ため、同等の保護性能でより薄く軽いコーティング層で済みます。最も重要な機能的な違いは熱特性です。ベーマイトは300℃以上で吸熱脱水反応を起こし(AlO(OH)が構造水を蒸気として放出)、熱暴走時に積極的に熱を吸収します。標準アルミナは熱的に安定しており、このような積極的な熱吸収メカニズムは持ちません。熱管理が主要な安全上の懸念事項となるバッテリーセルにおいては、ベーマイトの吸熱特性が、重要な追加的な安全マージンを提供する。.
電気自動車用バッテリーセパレーターにベーマイトをコーティングする場合、D50値はいくつを指定すればよいでしょうか?
D50の仕様は、セル層とコーティング厚さの目標によって異なります。標準的なポリエチレンまたはポリプロピレンセパレータを使用する主流のEVおよびエネルギー貯蔵用途では、D50 0.5~1.6ミクロンが標準的な商用範囲です。このサイズでは、標準的なスロットダイまたはグラビアコーティングプロセスで、均一な2~4ミクロンのコーティング層を実現できます。コーティング重量と内部抵抗の最小化が優先されるプレミアムEV用途の高エネルギー密度セルでは、D50 200~400 nmのサブミクロンベーマイトを使用することで、より薄いコーティング層(1~2ミクロン)とより高い密度を実現できます。電極エッジコーティング(セパレータ表面コーティングとは異なる用途)では、D50 1~6ミクロンが一般的で、PSD要件はそれほど厳しくありません。いずれの場合も、D97と粗大テール(10~15ミクロンを超える粒子)がないことがD50と同様に重要です。大きすぎる粒子はコーティング欠陥を引き起こし、セパレータの耐穿刺性を低下させます。.
ボールミルで電池グレードのベーマイトを製造することは可能ですか?また、ジェットミルへの切り替えを検討すべきタイミングはいつですか?
ボールミルは、小規模生産に適した処理量で、D50 1~5ミクロンの範囲のベーマイトを製造できますが、バッテリーグレードの用途では、2つの制約が重要になります。1つ目は、磁性異物です。高品質のセラミックメディアであっても、摩耗によって測定可能な汚染が生じます。電極エッジコーティング用途(Fe 200 ppm未満)では、これは許容範囲内かもしれません。しかし、主流のセパレータコーティング用途(Fe 50 ppm未満)やハイエンド用途(Fe 10 ppm未満)では、ボールミルによる汚染が常に仕様を超えます。2つ目は、サブミクロン処理能力です。D50 500 nm未満では、バッテリーグレードのベーマイト製造においてボールミル処理は非現実的になります。8~16時間の処理時間では、必要なサブミリメートルサイズのメディアからの高濃度のZr汚染を伴う、ぎりぎりのD50値しか得られません。ジェットミルへの切り替えの目安は、MFM仕様が50 ppm未満に厳しくなった場合、D50が1ミクロン未満になった場合、またはバッチサイクル時間が生産能力を制限している場合です。.
エピックパウダー
で エピックパウダー, 幅広い機器モデルを取り揃え、お客様のニーズに合わせたソリューションをカスタマイズいたします。当社のチームは、様々な粉体処理において20年以上の経験を有しています。Epic Powderは、鉱業、化学、食品、医薬品などの微粉体処理技術に特化しています。.
お問い合わせ 今すぐ無料の相談とカスタマイズされたソリューションをご利用ください。

読んでいただきありがとうございます。この記事が少しでもお役に立てれば幸いです。ぜひ下のコメント欄にご意見をお寄せください。 EPICにお問い合わせください パウダーオンラインカスタマー担当者 ゼルダ ご質問等ございましたら、お気軽にお問い合わせください。」
— ジェイソン・ワン, エンジニア