Sert karbon şu anda ticari olarak en çok tercih edilen anot malzemesidir. sodyum iyon piller (SIB'ler). 200-350 mAh/g'lık pratik bir sodyum depolama kapasitesi sunar ve tam hücre konfigürasyonlarında kullanışlı olacak kadar düşük bir potansiyelde çalışır. Daha geniş çapta benimsenmesinin önündeki engel, başlangıç aşamasıdır. Coulomb verimliliği (ICE): İlk döngü deşarj kapasitesinin ilk döngü şarj kapasitesine oranı. Birçok sert karbon malzeme için ICE, 70-85% aralığındadır. Bu, ilk şarj sırasında eklenen sodyumun 15-30%'sinin geri dönüşümsüz olarak kaybolduğu ve asla geri kazanılamadığı anlamına gelir. Tam bir hücrede, bu kayıp sodyumun ek katot malzemesi ile telafi edilmesi gerekir. Bu, hücre tasarımına ağırlık, hacim ve maliyet ekler.
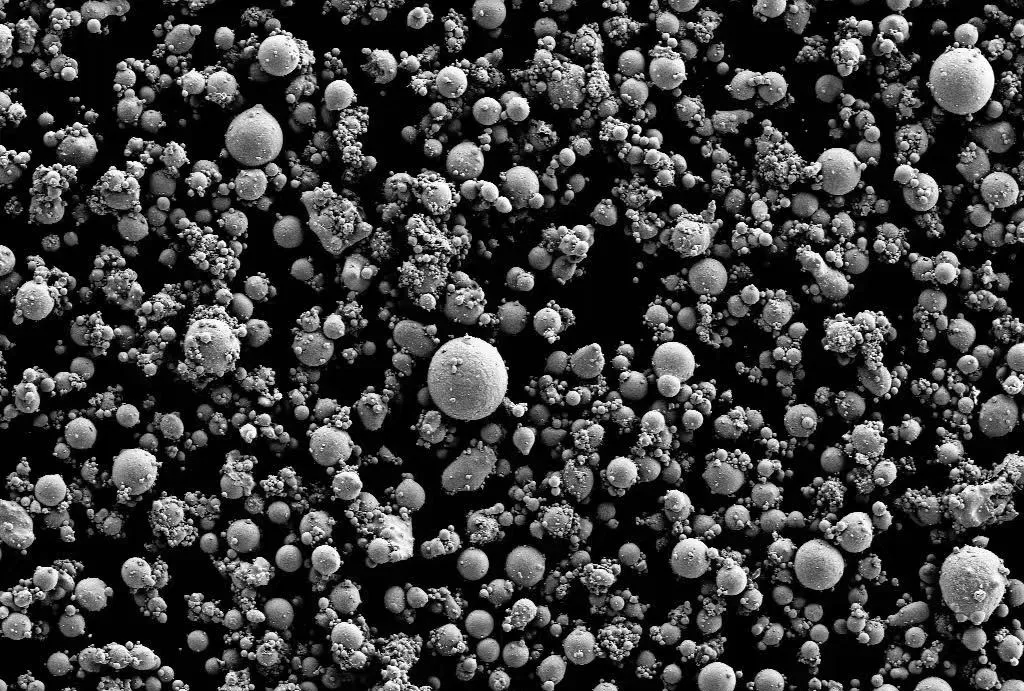
Araştırmacılar, düşük ICE'nin ardındaki iki mekanizmayı iyi anlıyorlar: anot yüzeyinde SEI film oluşumu sırasında geri dönüşümsüz sodyum tüketimi ve yüzey kusurlarında ve fonksiyonel gruplarda sodyum iyonlarının geri dönüşümsüz olarak hapsolması. Ancak üretim bağlamında, sert karbon malzemenin toz morfolojisinin her iki mekanizmayı da doğrudan etkilediği daha az tartışılmaktadır. Özellikle, toz morfolojisi parçacık şeklini (küresellik), özgül yüzey alanını ve gözenek yapısını etkiler. Bunlar, sentez kimyası değil, parçacık işleme adımı tarafından öncelikle belirlenen parametrelerdir.
Bu makale, toz morfolojisi ile ICE arasındaki mekanik bağlantıları, bunun morfoloji kontrol yöntemlerine getirdiği pratik kısıtlamaları ve akışkan yataklı reaktörlerin neden önemli olduğunu ele almaktadır. jet freze Sert karbon işleme konusunda geleneksel bilyalı öğütmeye göre avantajlar sunmaktadır.

SEI Film Problemi: Yüzey Alanı ve Şekil Neden Önemlidir?
Sodyum iyon pilinin ilk şarj döngüsü sırasında, elektrolit sert karbon anot potansiyelinde termodinamik olarak kararsızdır. Karbon yüzeyinde bozunarak SEI filmi oluşturur; bu film, iyonik olarak iletken (sodyum iyonları içinden geçer) ancak elektronik olarak yalıtkan (oluştuktan sonra elektrolitin daha fazla bozunmasını durdurur) karışık bir organik-inorganik pasivasyon tabakasıdır. SEI çok önemlidir: onsuz, elektrolit pilin ömrü boyunca bozunmaya devam ederdi. Ancak oluşumu sodyumu geri dönüşümsüz olarak tüketir ve bu da içten yanmalı motorların temel problemidir.
SEI oluşumunun ne kadar sodyum tükettiğini belirleyen iki morfolojik faktör vardır. Birincisi, özgül yüzey alanı: SEI film oluşumu karbon-elektrolit arayüzünde gerçekleşir. Daha fazla arayüz, daha fazla SEI ve dolayısıyla daha fazla sodyum tüketimi anlamına gelir. Bol miktarda açık gözenek, yüzey pürüzlülüğü veya çok küçük parçacık boyutu nedeniyle yüksek özgül yüzey alanına sahip sert bir karbon tozu, eşdeğer kapasitede daha düşük özgül yüzey alanına sahip bir toza göre SEI'ye daha fazla sodyum kaybeder. İkincisi, yüzey kusurları ve fonksiyonel gruplar: oksijen içeren yüzey fonksiyonel grupları (–COOH, –OH) elektrolitle öncelikli olarak reaksiyona girer ve adsorpsiyon yoluyla sodyum iyonlarını geri dönüşümsüz olarak hapseder. Yüzey kusurları – kenar bölgeleri, kırık karbon bağları, serbest bağlar – benzer şekilde reaktiftir. Her ikisi de, pürüzsüz, yuvarlak parçacıklara göre keskin kenarları ve köşeleri olan düzensiz şekilli parçacıklarda daha yüksek yoğunlukta bulunur.
Parçacık Şeklinin Buz Üzerindeki Etkisi
Parçacık şeklinin ICE üzerindeki etkisi, yukarıda açıklanan özgül yüzey alanı ve yüzey kusur yoğunluğu yolları aracılığıyla gerçekleşir. Düzensiz parçacıklar – uzun parçalar, köşeli kırıklar, düz plakalar – eşdeğer orta büyüklükteki küresel parçacıklara göre birim hacim başına daha yüksek yüzey alanına sahiptir. Ayrıca, kusurların yoğunlaştığı daha fazla kenar, köşe ve yüzey süreksizliğine sahiptirler.
ACS Nano'da yayınlanan bir araştırma, arayüzde sp2 hibritlenmiş karbonu zenginleştirmek için karbon malzemelerinin yörünge hibritleşme durumunun modüle edilmesinin, elektrolit bağlanma enerjisini azaltabileceğini ve düzensiz SEI büyümesini bastırabileceğini göstermiştir. Pratik olarak bu, daha düşük kusur yoğunluğuna sahip daha yuvarlak bir parçacık yüzeyinin tercih edilebilir olduğu anlamına gelir ve küresellik, parçacık yüzeyinin pürüzsüz ve sp2 baskın mı yoksa pürüzlü ve kusur bakımından zengin mi olacağını en doğrudan kontrol eden işlem parametresidir.
Daha yüksek küresellik, elektrot paketleme yoğunluğunu (sıkıştırılmış yoğunluk) da iyileştirir; bu da birim elektrot hacmi başına daha fazla aktif maddeye olanak tanır ve elektrottaki elektrolit-aktif madde oranını azaltarak SEI oluşumunu daha da sınırlar.

Gözenek Yapısının Buz Üzerindeki Etkisi
Sert karbon, her biri sodyum depolama ve ICE üzerinde farklı etkiye sahip üç farklı gözenek türü içerir.
Açık Gözenekler ve Özgül Yüzey Alanı
Açık gözenekler (elektrolite erişilebilir mezogözenekler ve makrogözenekler) özgül yüzey alanını artırır ve elektrolit ayrışması ve SEI oluşumu için ek bir arayüz sağlar. SIB'ler için sert karbonun BET yüzey alanı tipik olarak 2-15 m2/g aralığındadır; bu aralığın üst ucundaki malzemeler, SEI'ye orantılı olarak daha fazla sodyum kaybeder. Açık gözenekler, elektrolit ıslatması ve sodyum iyonu taşıma kinetiği için faydalıdır, ancak ICE açısından maliyetlidir. İşleme hedefi, kapalı gözenekleri korurken gereksiz açık gözenekliliği en aza indirmektir.
Mikrogözenekler ve Sodyum Tuzağı
Mikrogözenekler – özellikle 0,7 nm'nin altındaki ultra mikrogözenekler – geri dönüşümsüz sodyum tutulumunun birincil yeridir. Nature Communications'da yayınlanan bir araştırma, nanogözeneklerdeki sodyum iyonlarının çözünme sürecinin ICE'yi önemli ölçüde etkilediğini göstermiştir: yaklaşık 0,7 nm'nin altındaki gözeneklere giren sodyum iyonları, çözündükten sonra kolayca dışarı çıkamaz ve geri dönüşümsüz kapasiteye kaybolur. Ek olarak, mikrogözenekler elektrolit ve karbon arasındaki temas alanını artırarak düzensiz SEI oluşumunu teşvik eder.
Parçacık işleme açısından çıkarım şudur: Sert karbon yapısında ilave mikrogözenekler oluşturan herhangi bir yöntem, ICE'yi bozar. Bu, sert karbon için geleneksel yüksek enerjili bilyalı öğütmenin özel bir sınırlamasıdır. Mekanik kuvvetler CC bağlarını kırarak serbest radikaller ve yüzey kusurları oluşturur; bunlar da daha sonraki ısıl işlem sırasında bol miktarda mikrogözenek oluşturur. Kontrollü bilyalı öğütme, başlangıçtaki boyut küçültme için yararlı olabilir, ancak aşırı mikrogözenek oluşumunu önlemek için parametreler sıkı bir şekilde sınırlandırılmalıdır.
Kapalı Gözenekler ve Sodyum Depolama
Elektrolitin erişemediği boşluklar, SIB'ler için sert karbondaki en karmaşık ve en değerli gözenek türüdür. 2-3 nm aralığındaki kapalı gözenekler, sert karbona düşük potansiyelde (Na/Na+'ya göre 0,1 V'nin altında) yüksek kapasite sağlayan 'gözenek doldurma' sodyum depolama mekanizmasının birincil bölgeleridir. Elektrolit kapalı gözeneklere giremediği için, bunlarda depolanan sodyum SEI oluşumuna katkıda bulunmaz. Bu, ICE pozitif sodyum depolamasıdır. Advanced Functional Materials'da yayınlanan araştırmalar, kapalı gözenek boyutunun ve dağılımının ayarlanmasının sodyum difüzyon kinetiğini ve hız kapasitesini iyileştirdiğini göstermiştir.
Bu nedenle, parçacık işleme yoluyla kapalı gözeneklerin korunması kritik öneme sahiptir. Uzun süreli veya yüksek enerjili mekanik işlem – özellikle uzun süreli titreşimli bilyalı öğütme – sıkıştırma darbe kuvvetleriyle kapalı gözenekleri çökertebilir ve sert karbonu etkili bir SIB anotu yapan noktaları ortadan kaldırabilir. Bu, sert karbon için bilyalı öğütmenin iki ucu keskin kılıcıdır. Boyut küçültme ve küreselleştirme sağlayan aynı mekanik işlem, elektrokimyasal performansı belirleyen gözenek yapısını da yok edebilir.
| Gözenek Tipi | Boyut Aralığı | Buz Etkisi | İşleme Etkisi |
| Açık gözenekler (mezogözenekler) | 2-50 nm | Olumsuz — SEI oluşumunu artırır | En aza indirin; mümkün olduğunca BET yüzey alanını 5 m2/g'nin altında tutun. |
| Ultramikrogözenekler | < 0,7 nm | Son derece negatif — geri döndürülemez Na tuzağı | İşleme sırasında oluşabilecek hasarlardan kaçının; aşırı bilyalı öğütmeden kaçının. |
| Kapalı gözenekler (optimal) | 2-3 nm | Olumlu — yüksek kapasiteli, ICE-nötr Na depolama | İşleme yoluyla koruyun; yüksek enerji gerektiren işlemlerden kaçının. |
Morfoloji Kontrol Yöntemleri: Plazma İşlemi ve Bilyalı Öğütme
Plazma İşlemi: Gözeneklere Zarar Vermeden Yüzey Temizliği
Plazma işlemi, özellikle H2 veya CO gibi indirgeyici bir atmosferde dielektrik bariyer deşarjı (DBD), bir yüzey mühendisliği yaklaşımıdır. Bu yöntem, ana gözenek yapısını bozmadan fonksiyonel grup sorununu ele alır. Yüksek enerjili plazma türleri, aksi takdirde sodyumu geri dönüşümsüz olarak hapsedecek olan yüzeydeki oksijen içeren grupları (–COOH, –OH) aşındırır ve uzaklaştırır. Aynı işlem, yüzey kusurlarını onarabilir ve en dış yüzey katmanının kısmi grafitlenmesini sağlayabilir. Ayrıca hem ICE hem de arayüzey iletkenliğini iyileştirebilir.
Plazma işleminin pratik sınırlaması, mevcut yüzey morfolojisi üzerinde çalışmasıdır. Parçacık boyutunu veya küreselliğini değiştiremez. Pirolizden düzensiz açılı parçalar halinde çıkan sert karbon, plazma işleminden sonra da düzensiz kalır ve ICE'yi sınırlayan yüksek yüzey alanlı, yüksek kusur yoğunluklu morfolojiyi korur. Plazma işlemi, parçacık şekli ve boyutu öğütme ile optimize edildikten sonra, son işlem adımı olarak en etkilidir.
Bilyalı Frezeleme: Faydalı ama Sıkı Parametre Kontrolü Gerektiriyor
Bilyalı öğütme, sert karbonun hem boyut küçültülmesini hem de kısmi küreselleştirilmesini sağlayabilir. Optimize edilmiş öğütme süresi ve öğütme ortamı boyutuyla yüksek enerjili bilyalı öğütme, piroliz sonrası düzensiz parçalara kıyasla daha yüksek yuvarlaklığa sahip, mikron altı ila mikron ölçekli parçacıklar üretir. Öğütme sırasındaki mekanik kuvvetler ayrıca gözenek yapısını da ayarlayabilir: zift bazlı ve fenolik reçine türevli sert karbonlar, kontrollü bilyalı öğütme ve ardından ısıl işlemden sonra artan kapalı gözenek içeriği gösterir.
Ancak, bu faydalı etkileri üreten aynı mekanik kuvvetler, mevcut kapalı gözenekleri de tahrip edebilir. Bu, öğütme parametreleri sıkı bir şekilde kontrol edilmediğinde olur. Mikrogözenek oluşumu yoluyla özgül yüzey alanını aşırı derecede artırabilir ve öğütme ortamı aşınmasından kaynaklanan metal kirliliğine yol açabilir. Kabul edilebilir öğütme enerjisi girdisi, gözenek çökmesinin başlangıcıyla yukarıdan ve yetersiz boyut küçültme veya küreselleşmeyle aşağıdan sınırlıdır. Bu aralık, çoğu mineralden daha dardır sert karbon için. Spesifik öncü maddeye ve piroliz koşullarına bağlıdır. Öğütme parametrelerinin kontrolü, her sert karbon formülasyonu için deneysel optimizasyon gerektirir.
Jet Frezeleme Yönteminin Uygun Olduğu Yerler: Sert Karbon İşlemesinde Bilyalı Frezelemeye Göre Avantajları

Akışkan yataklı jet öğütme, sodyum iyon pil anotları için sert karbon işleme süreçlerine özgü bilyalı öğütmenin çeşitli sınırlamalarını ortadan kaldırır.
Öğütücü Malzeme Yok: Sıfır Metal Kirliliği
Jet öğütme, sıkıştırılmış gaz jetleri tarafından tahrik edilen, tamamen parçacıklar arası çarpışma yoluyla sert karbonu öğütür. Öğütme ortamı ve ortam-parçacık teması yoktur. Aşınmadan kaynaklanan metal kirliliği (çelik veya hatta seramik bilyalı değirmen ortamının ürüne kattığı demir, krom ve diğer metaller) ortadan kalkar. Metalik safsızlıkların SEI ayrışmasını katalize edebildiği veya elektrokimyasal olarak aktif türler oluşturabildiği sodyum iyon pil anot malzemeleri için, kirlilik içermeyen işlem önemli bir avantajdır.
Kontrollü Darbe Enerjisi: Kapalı Gözeneklerin Korunması
Sert karbon için bilyalı öğütmenin en önemli sınırlaması, aşırı darbe enerjisinin kapalı gözenekleri çökertmesidir. Akışkan yataklı jet değirmeninde, öğütme enerjisi gaz basıncı (tipik olarak 4-8 bar) ve jet konfigürasyonu ile kontrol edilir. Önemlisi, her bir parçacığa iletilen toplam enerji, entegre sınıflandırıcı tekerlek tarafından kontrol edilen öğütme bölgesindeki kalış süresi ile belirlenir. Bir parçacık hedef boyuta ulaştığında, sınıflandırıcı onu öğütme bölgesinden hemen uzaklaştırır. Gözenek yapısına zarar verebilecek ek darbe olaylarına maruz kalmaz. Bu, jet değirmeninin, bilyalı değirmende kapalı gözenekleri tahrip eden aşırı işlemeye maruz kalmadan hedef D50 değerine ulaşmasını sağlayan şeydir.
Öğütme basıncı da ayarlanabilir. Daha düşük basınç, gözeneklerin korunmasının öncelikli olduğu sert karbon için uygun olan daha az yoğun çarpışmalara neden olur. Parçacık boyutunun küçültülmesinin birincil amaç olduğu durumlarda daha yüksek basınç kullanılır. Bu ayarlanabilirlik, proses mühendisinin belirli bir sert karbon formülasyonu için boyut küçültme, küreselleştirme ve gözeneklerin korunması arasındaki dengeyi optimize etmesine olanak tanır.
Azot Atmosferi: Yüzey Oksidasyonunu Önleme
Özellikle taze işlenmiş ve daha küçük parçacık boyutuna sahip, açıkta kalan taze yüzeylere sahip sert karbon yüzeyler, havada oksidasyona karşı hassastır. Yüzey oksidasyonu, plazma işlemiyle giderilen oksijen içeren fonksiyonel grupları ortaya çıkarır; bu da SEI oluşumunu artırır ve ICE'yi azaltır. Jet değirmenleri, sıkıştırılmış hava yerine öğütme gazı olarak azot kullanılarak kapalı bir azot atmosferinde çalıştırılabilir. Bu, öğütme aşamasında yeni oluşan yüzeylerin oksidasyonunu önler. Bu, özellikle oksijene duyarlı öncüllerden elde edilen sert karbon veya yüzey kimyasının sıkı bir şekilde belirlendiği malzemeler için önemlidir.
SIB Anot Uygulamaları için Parçacık Boyutu ve Küresellik
Sodyum iyon pillerinde sert karbon anot tozları için tipik partikül boyutu hedefleri, 5-12 mikron aralığında D50 ve 20-25 mikronun altında D97'dir. Bu aralık, elektrot paketleme yoğunluğunu, elektrolit erişilebilirliğini ve partikül içindeki sodyum difüzyon yol uzunluğunu dengeler. Entegre dinamik sınıflandırıcıya sahip akışkan yataklı jet değirmeni, kontrollü bir D97 üst sınırı ile bu aralıkta tutarlı bir şekilde sert karbon üretebilir. Sınıflandırıcı, aşırı büyük partiküllerin ürün akışına karışmasını önler. Bu, özellikle partikül boyutu sapmalarına duyarlı elektrot kaplama işlemleri için önemlidir.
| Faktör | Bilyalı Değirmen | Akışkan Yataklı Jet Frezeleme |
| Metal kirliliği | Evet — medya ve astar aşınması | Hiçbiri — medya yok |
| Kapalı gözenek koruması | Yüksek enerji girdisi veya uzun öğütme işlemlerinde risk | Daha iyi — sınıflandırıcı, aşırı işlemeyi önlemek için parçacıkları kaldırır. |
| Mikrogözenek oluşumu | Aşırı öğütme ile yüksek risk | Daha düşük — kontrollü etki enerjisi |
| D97 kontrolü | Harici sınıflandırıcı gerektirir; daha az hassastır. | Entegre sınıflandırıcı — sert üst vuruş |
| Azot atmosferi seçeneği | Islak/kuru bilyalı değirmen için karmaşık ve maliyetli. | Jet freze için standart seçenek |
| Yüzey oksidasyonu riski | Orta düzeyde — medya teması gerginliğe yol açar. | Daha düşük — gaz genleşmesinden kaynaklanan soğutma etkisi; N2 seçeneği |
| Sferoidleşme mekanizması | Mekanik aşındırma (etkili ancak optimizasyon gerektirir) | Tekrarlanan düşük enerjili parçacık çarpışmaları (daha nazik) |
| Sodyum İyon Pil Anotları İçin Sert Karbon İşleme? EPİK Tozu Makine ekipmanlarımız, sert karbon ve diğer sodyum iyon pil anot malzemeleri için yapılandırılmıştır ve kapalı azot atmosferinde morfoloji kontrollü, kirlenme içermeyen partikül işleme sağlar. Sert karbon malzemeniz üzerinde ücretsiz test öğütme hizmeti sunuyoruz ve PSD verileri, küreselliği doğrulayan SEM görüntüleri, BET yüzey alanı ölçümleri ve önerilen işlem konfigürasyonunu size iletiyoruz. Lütfen öncü malzeme türünüzü, hedef D50 değerinizi, gerekli küreselliği ve uygulamanız için azot atmosferine ihtiyaç olup olmadığını bize bildirin. Ücretsiz sert karbon test taşlama talebinde bulunun: www.jet-mills.com/contact-us Sodyum-İyon Pil Malzeme Çözümlerimizi Keşfedin: www.jet-mills.com |
Epik Toz
Epic Powder, ultra ince toz endüstrisinde 20 yılı aşkın deneyime sahip. Ultra ince tozun kırma, öğütme, sınıflandırma ve modifikasyon süreçlerine odaklanarak, ultra ince tozun gelecekteki gelişimini aktif olarak desteklemektedir. Bize Ulaşın Ücretsiz danışmanlık ve kişiselleştirilmiş çözümler için! Uzman ekibimiz, toz işleme süreçlerinizin değerini en üst düzeye çıkarmak için yüksek kaliteli ürünler ve hizmetler sunabilir. Epic Powder - Güvenilir Toz İşleme Uzmanınız!

"Okuduğunuz için teşekkürler. Umarım makalem yardımcı olur. Lütfen aşağıya yorum bırakın. Ayrıca şunları da yapabilirsiniz: EPIC ile iletişime geçin Toz çevrimiçi müşteri temsilcisi Zelda Daha fazla bilgi için bize ulaşın.”
— Jason Wang, Mühendis