El carbono duro es actualmente el principal material de ánodo comercial para baterías de iones de sodio (SIBs). Ofrece una capacidad práctica de almacenamiento de sodio de 200-350 mAh/g y opera a un potencial suficientemente bajo como para ser útil en configuraciones de celda completa. El obstáculo para una adopción más amplia es inicial. Eficiencia coulómbica (ICE): la relación entre la capacidad de descarga del primer ciclo y la capacidad de carga del primer ciclo. Para muchos materiales de carbono duro, el ICE se sitúa entre 70 y 851 TP3T. Esto significa que entre 15 y 301 TP3T del sodio insertado durante la primera carga se pierde irreversiblemente y no se recupera. En una celda completa, este sodio perdido debe compensarse con material catódico adicional. Esto incrementa el peso, el volumen y el coste del diseño de la celda.
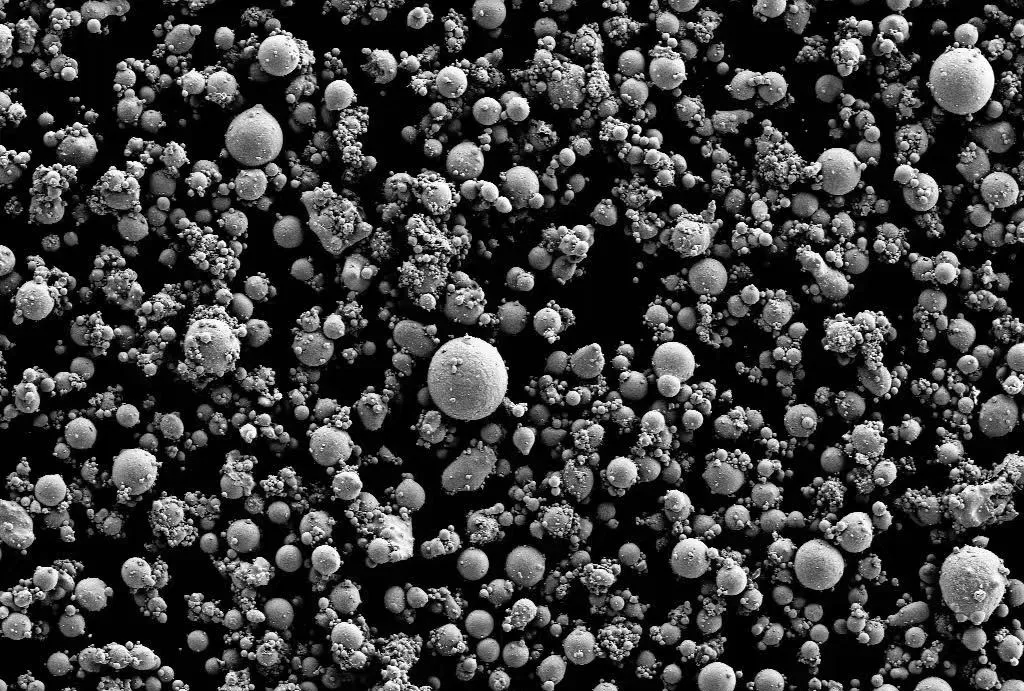
Los investigadores comprenden bien dos mecanismos que explican la baja ICE: el consumo irreversible de sodio durante la formación de la película SEI en la superficie del ánodo y el atrapamiento irreversible de iones de sodio en defectos superficiales y grupos funcionales. Sin embargo, en el contexto de la producción se discute menos ampliamente que la morfología del polvo del material de carbono duro influye directamente en ambos mecanismos. Específicamente, la morfología del polvo influye en la forma de sus partículas (esfericidad), su área superficial específica y su estructura de poros. Estos son parámetros que determina principalmente la etapa de procesamiento de partículas, no la química de síntesis.
Este artículo abarca las conexiones mecanicistas entre la morfología del polvo y el ICE, las limitaciones prácticas que esto impone a los métodos de control de la morfología y por qué el lecho fluidizado fresado por chorro Ofrece ventajas sobre la molienda de bolas convencional para el procesamiento de carbono duro.

El problema de la película SEI: por qué importan la superficie y la forma.
Durante el primer ciclo de carga de una batería de iones de sodio, el electrolito es termodinámicamente inestable al potencial del ánodo de carbono duro. Se descompone en la superficie del carbono, formando la capa SEI, una capa de pasivación mixta orgánica-inorgánica que es conductora iónicamente (los iones de sodio la atraviesan) pero aislante electrónicamente (detiene la descomposición del electrolito una vez formada). La capa SEI es esencial: sin ella, el electrolito continuaría descomponiéndose durante toda la vida útil de la celda. Sin embargo, su formación consume sodio de forma irreversible, y ese es el problema fundamental de los motores de combustión interna.
Dos factores morfológicos determinan la cantidad de sodio que consume la formación de la capa SEI. Primero, la superficie específica: la formación de la capa SEI ocurre en la interfaz carbono-electrolito. Una mayor superficie específica implica una mayor formación de SEI, lo que significa un mayor consumo de sodio. Un polvo de carbono duro con una superficie específica elevada, debido a la abundancia de poros abiertos, la rugosidad superficial o el tamaño de partícula muy pequeño, perderá más sodio en la formación de la capa SEI que uno con una superficie específica menor a una capacidad equivalente. Segundo, los defectos superficiales y los grupos funcionales: los grupos funcionales superficiales que contienen oxígeno (–COOH, –OH) reaccionan preferentemente con el electrolito y atrapan iones de sodio de forma irreversible mediante adsorción. Los defectos superficiales —sitios de borde, enlaces de carbono rotos, enlaces colgantes— son igualmente reactivos. Ambos se presentan en mayor densidad en partículas de forma irregular con bordes y esquinas afiladas que en partículas lisas y redondeadas.
Cómo afecta la forma de las partículas al hielo
La influencia de la forma de las partículas en el ICE se produce a través de la superficie específica y la densidad de defectos superficiales descritas anteriormente. Las partículas irregulares —fragmentos alargados, fragmentos angulares, plaquetas planas— tienen una mayor superficie por unidad de volumen que las partículas esféricas de tamaño medio equivalente. Además, presentan más bordes, esquinas y discontinuidades superficiales donde se concentran los defectos.
Una investigación publicada en ACS Nano ha demostrado que modular el estado de hibridación orbital de los materiales de carbono para enriquecer el carbono con hibridación sp2 en la interfaz puede reducir la energía de enlace del electrolito y suprimir el crecimiento no uniforme de la capa SEI. En la práctica, esto significa que es preferible una superficie de partícula más redondeada con menor densidad de defectos, y la esfericidad es el parámetro de procesamiento que controla de forma más directa si la superficie de la partícula es lisa y dominada por sp2 o rugosa y rica en defectos.
Una mayor esfericidad también mejora la densidad de empaquetamiento del electrodo (densidad compactada), lo que permite una mayor cantidad de material activo por unidad de volumen del electrodo y reduce la relación electrolito-material activo en el electrodo, limitando aún más la formación de la capa SEI.

Cómo afecta la estructura de los poros al hielo
El carbón duro contiene tres tipos de poros distintos, cada uno con un efecto diferente sobre el almacenamiento de sodio y el ICE.
Poros abiertos y superficie específica
Los poros abiertos —mesoporos y macroporos accesibles al electrolito— aumentan la superficie específica y proporcionan una interfaz adicional para la descomposición del electrolito y la formación de la capa SEI. La superficie BET del carbono duro para baterías de iones de sodio (SIB) suele estar entre 2 y 15 m²/g; los materiales con valores superiores de este rango pierden proporcionalmente más sodio en la formación de la capa SEI. Los poros abiertos favorecen la humectación del electrolito y la cinética del transporte de iones de sodio, pero resultan costosos en términos de eficiencia de la batería. El objetivo del proceso es minimizar la porosidad abierta innecesaria, preservando al mismo tiempo los poros cerrados.
Microporos y atrapamiento de sodio
Los microporos —en particular los ultramicroporos de menos de 0,7 nm— constituyen un sitio principal para el atrapamiento irreversible de sodio. Un estudio publicado en Nature Communications ha demostrado que el proceso de desolvatación de los iones de sodio en los nanoporos afecta significativamente al ICE: los iones de sodio que entran en poros de menos de aproximadamente 0,7 nm no pueden salir fácilmente una vez desolvatados y se pierden en la capacidad irreversible. Además, los microporos aumentan el área de contacto entre el electrolito y el carbono, lo que favorece la formación no uniforme de la SEI.
La implicación para el procesamiento de partículas es que cualquier método que genere microporos adicionales en la estructura del carbono duro degrada el ICE. Esta es la limitación específica de la molienda de bolas de alta energía convencional para el carbono duro. Las fuerzas mecánicas rompen los enlaces C-C, generando radicales libres y defectos superficiales que, durante el tratamiento térmico posterior, forman abundantes microporos. La molienda de bolas controlada puede ser útil para la reducción inicial del tamaño, pero los parámetros deben limitarse estrictamente para evitar la generación excesiva de microporos.
Poros cerrados y almacenamiento de sodio
Las cavidades no accesibles al electrolito constituyen el tipo de poro más complejo y valioso en el carbono duro para baterías de iones de sodio (SIB). Los poros cerrados en el rango de 2 a 3 nm son los sitios principales para el mecanismo de almacenamiento de sodio por "llenado de poros", que confiere al carbono duro su alta capacidad a bajo potencial (por debajo de 0,1 V frente a Na/Na+). Dado que el electrolito no puede entrar en los poros cerrados, el sodio almacenado en ellos no contribuye a la formación de la capa SEI. Este es un almacenamiento de sodio con efecto ICE positivo. Investigaciones publicadas en Advanced Functional Materials han demostrado que ajustar el tamaño y la distribución de los poros cerrados mejora la cinética de difusión del sodio y la capacidad de velocidad de carga/descarga.
Por lo tanto, preservar los poros cerrados mediante el procesamiento de partículas es fundamental. El procesamiento mecánico prolongado o de alta energía —en particular, la molienda vibratoria prolongada— puede colapsar los poros cerrados debido a las fuerzas de impacto compresivas, eliminando precisamente los sitios que hacen del carbono duro un ánodo eficaz para las baterías de iones de sodio. Este es el arma de doble filo de la molienda de bolas para el carbono duro. La misma acción mecánica que logra la reducción de tamaño y la esferoidización puede destruir la estructura de poros que determina el rendimiento electroquímico.
| Tipo de poro | Rango de tamaños | Efecto ICE | Implicaciones del procesamiento |
| Poros abiertos (mesoporos) | 2-50 nm | Negativo: aumenta la formación de SEI | Minimizar; mantener la superficie BET por debajo de 5 m2/g siempre que sea posible. |
| Ultramicroporos | < 0,7 nm | Fuertemente negativo: atrapamiento irreversible de sodio. | Evite generar residuos durante el procesamiento; evite la molienda excesiva con bolas. |
| Poros cerrados (óptimos) | 2-3 nm | Positivo: almacenamiento de sodio de alta capacidad y neutro en cuanto a ICE. | Conservar mediante procesamiento; evitar impactos de alta energía. |
Métodos de control morfológico: tratamiento con plasma y molienda de bolas.
Tratamiento con plasma: Limpieza de superficies sin dañar los poros.
El tratamiento con plasma, en particular la descarga de barrera dieléctrica (DBD) en una atmósfera reductora como H₂ o CO, es una técnica de ingeniería de superficies. Aborda el problema de los grupos funcionales sin alterar la estructura porosa interna. Las especies de plasma de alta energía graban y eliminan los grupos superficiales que contienen oxígeno (–COOH, –OH) que, de otro modo, atraparían irreversiblemente el sodio. Este mismo tratamiento puede reparar defectos superficiales e inducir la grafitización parcial de la capa superficial más externa. También puede mejorar tanto la conductividad interfacial como la conductividad térmica.
La limitación práctica del tratamiento con plasma radica en que actúa sobre la morfología superficial existente. No puede modificar el tamaño ni la esfericidad de las partículas. Un carbono duro que sale de la pirólisis como fragmentos angulares irregulares seguirá siendo irregular tras el tratamiento con plasma, conservando la morfología de alta superficie y alta densidad de defectos que limita la ICE. El tratamiento con plasma resulta más eficaz como paso de postprocesamiento, una vez que la forma y el tamaño de las partículas se han optimizado mediante molienda.
Molienda de bolas: útil pero requiere un control estricto de los parámetros.
La molienda con bolas permite reducir el tamaño y esferoidizar parcialmente el carbón duro. La molienda con bolas de alta energía, optimizando el tiempo de molienda y el tamaño del medio, produce partículas de tamaño submicrométrico a micrométrico con mayor redondez que los fragmentos irregulares obtenidos por pirólisis. Las fuerzas mecánicas durante la molienda también permiten ajustar la estructura de los poros: los carbones duros derivados de resinas fenólicas y a base de brea presentan un mayor contenido de poros cerrados tras una molienda controlada con bolas seguida de un tratamiento térmico.
Sin embargo, las mismas fuerzas mecánicas que producen estos efectos beneficiosos pueden destruir los poros cerrados existentes. Esto ocurre si los parámetros de molienda no se controlan rigurosamente. Se produce un aumento excesivo de la superficie específica mediante la generación de microporos y la consiguiente contaminación metálica por el desgaste del medio. La energía de molienda aceptable está limitada por el inicio del colapso de los poros y por una reducción de tamaño o esferoidización insuficiente. Este rango es más estrecho para el carbón duro que para la mayoría de los minerales. Depende del precursor específico y de las condiciones de pirólisis. El control de los parámetros de molienda requiere una optimización empírica para cada formulación de carbón duro.
Dónde encaja el fresado por chorro: Ventajas sobre el fresado de bolas para el carbono duro

La molienda por chorro de lecho fluidizado aborda varias de las limitaciones de la molienda de bolas que son específicas del procesamiento de carbono duro para ánodos de baterías de iones de sodio.
Sin medios de molienda: Cero contaminación por metales.
La molienda por chorro tritura el carbono duro exclusivamente mediante colisiones partícula a partícula, impulsadas por chorros de gas comprimido. No se utilizan medios de molienda ni existe contacto entre los medios y las partículas. Se elimina la contaminación metálica por desgaste —el hierro, el cromo y otros metales que los medios de molienda de acero o incluso cerámica introducen en el producto—. Para los materiales de ánodo de baterías de iones de sodio, donde las impurezas metálicas pueden catalizar la descomposición de la capa SEI o introducir especies electroquímicamente activas, el procesamiento libre de contaminación representa una ventaja significativa.
Energía de impacto controlada: preservación de los poros cerrados
La principal limitación de la molienda con bolas para el carbón duro es que la energía de impacto excesiva colapsa los poros cerrados. En un molino de chorro de lecho fluidizado, la energía de molienda se controla mediante la presión del gas (normalmente de 4 a 8 bar) y la configuración del chorro. Es importante destacar que la energía total suministrada a cada partícula viene determinada por el tiempo de residencia en la zona de molienda, que se controla mediante la rueda clasificadora integrada. Cuando una partícula alcanza el tamaño objetivo, el clasificador la retira inmediatamente de la zona de molienda. No se somete a impactos adicionales que podrían dañar su estructura porosa. Esta rápida eliminación de partículas que cumplen con las especificaciones es lo que permite al molino de chorro alcanzar el D50 objetivo sin el sobreprocesamiento que destruye los poros cerrados en un molino de bolas.
La presión de molienda también se puede ajustar. Una presión menor produce colisiones menos intensas, lo cual es apropiado para el carbón duro, donde la preservación de los poros es la prioridad. Se utiliza una presión mayor cuando la reducción del tamaño de partícula es el objetivo principal. Esta capacidad de ajuste permite al ingeniero de procesos optimizar el equilibrio entre la reducción de tamaño, la esferoidización y la preservación de los poros para una formulación específica de carbón duro.
Atmósfera de nitrógeno: Prevención de la oxidación superficial
Las superficies de carbono duro, especialmente aquellas recién procesadas para obtener partículas de menor tamaño con superficies expuestas, son susceptibles a la oxidación en el aire. La oxidación superficial introduce grupos funcionales que contienen oxígeno —los mismos que elimina el tratamiento con plasma—, lo que aumenta la formación de SEI y reduce la ICE. Los molinos de chorro pueden operar en una atmósfera cerrada de nitrógeno, utilizando nitrógeno como gas de molienda en lugar de aire comprimido. Esto evita la oxidación de las superficies recién generadas durante la molienda. Esto es particularmente importante para el carbono duro proveniente de precursores sensibles al oxígeno o para materiales cuya química superficial está estrictamente definida.
Tamaño de partícula y esfericidad para aplicaciones de ánodos de baterías de iones de sodio (SIB)
Los tamaños de partícula típicos para los polvos de ánodo de carbono duro en baterías de iones de sodio son D50 en el rango de 5 a 12 micras, y D97 por debajo de 20 a 25 micras. Este rango equilibra la densidad de empaquetamiento del electrodo, la accesibilidad del electrolito y la longitud de la trayectoria de difusión del sodio dentro de la partícula. Un molino de chorro de lecho fluidizado con clasificador dinámico integrado puede producir carbono duro de forma consistente en este rango con un límite superior D97 controlado. El clasificador evita que las partículas de tamaño excesivo se incorporen al flujo del producto. Esto es particularmente importante para los procesos de recubrimiento de electrodos, que son sensibles a las desviaciones en el tamaño de las partículas.
| Factor | Molienda de bolas | Fresado por chorro de lecho fluidizado |
| contaminación por metales | Sí, ropa interior y de forro | Ninguno — sin medios |
| Preservación de poros cerrados | Riesgo con alto aporte de energía o molienda prolongada | Mejor: el clasificador elimina las partículas antes del sobreprocesamiento. |
| Generación de microporos | Alto riesgo con molienda excesiva | Menor: energía de impacto controlada |
| Control D97 | Requiere un clasificador externo; menos preciso. | Clasificador integrado: golpe ascendente duro |
| Opción de atmósfera de nitrógeno | Complejo y costoso para molinos de bolas húmedos/secos | Opción estándar para molino de chorro |
| Riesgo de oxidación superficial | Moderado: el contacto con los medios genera calor. | Inferior: efecto de enfriamiento por expansión del gas; opción N2 |
| Mecanismo de esferoidización | Abrasión mecánica (eficaz, pero requiere optimización) | Colisiones repetidas de partículas de baja energía (más suaves) |
| ¿Procesamiento de carbono duro para ánodos de baterías de iones de sodio? Polvo Épico Los molinos de lecho fluidizado de Machinery están configurados para carbón duro y otros materiales de ánodo de baterías de iones de sodio, lo que permite un procesamiento de partículas con morfología controlada y libre de contaminación en atmósfera cerrada de nitrógeno. Ofrecemos pruebas de molienda gratuitas para su material de carbón duro y le proporcionamos datos de PSD, imágenes SEM que confirman la esfericidad, mediciones de área superficial BET y una configuración de proceso recomendada. Indíquenos el tipo de precursor, el D50 objetivo, la esfericidad requerida y si necesita atmósfera de nitrógeno para su aplicación. Solicita una prueba de rectificado de carbono duro gratuita: www.jet-mills.com/contáctenos Descubra nuestras soluciones de materiales para baterías de iones de sodio: www.jet-mills.com |
Polvo épico
Epic Powder, con más de 20 años de experiencia en la industria de polvos ultrafinos, promueve activamente el desarrollo futuro de estos polvos, centrándose en los procesos de trituración, molienda, clasificación y modificación. Contáctenos ¡Para una consulta gratuita y soluciones personalizadas! Nuestro equipo de expertos le ofrece productos y servicios de alta calidad para maximizar el valor de su procesamiento de polvo. Epic Powder: ¡Su experto de confianza en procesamiento de polvo!

Gracias por leer. Espero que mi artículo te haya sido útil. Deja un comentario abajo. También puedes Contacta con EPIC Representante de atención al cliente en línea de Powder Zelda para cualquier otra consulta.
— Jason Wang, Ingeniero