Le carbone dur est actuellement le principal matériau d'anode commercial pour batteries sodium-ion (SIB). Il offre une capacité de stockage de sodium pratique de 200 à 350 mAh/g et fonctionne à un potentiel suffisamment bas pour être utilisé dans des configurations de cellules complètes. L'obstacle à une adoption plus large est initial efficacité coulombique (ICE) : rapport entre la capacité de décharge et la capacité de charge du premier cycle. Pour de nombreux matériaux à base de carbone dur, l’ICE se situe entre 70 et 85 % (TP3T). Cela signifie que 15 à 30 % (TP3T) du sodium inséré lors de la première charge est irréversiblement perdu et ne peut être récupéré. Dans une cellule complète, cette perte de sodium doit être compensée par un ajout de matériau cathodique, ce qui augmente le poids, le volume et le coût de la cellule.
Les chercheurs comprennent bien deux mécanismes à l'origine de la faible efficacité coulombique initiale (ICE) : la consommation irréversible de sodium lors de la formation du film SEI à la surface de l'anode et le piégeage irréversible des ions sodium dans les défauts de surface et les groupes fonctionnels. Cependant, le contexte de production aborde moins fréquemment l'influence directe de la morphologie de la poudre de carbone dur sur ces deux mécanismes. Plus précisément, la morphologie de la poudre influe sur la forme des particules (sphéricité), leur surface spécifique et leur structure poreuse. Ces paramètres sont principalement déterminés par l'étape de traitement des particules, et non par la chimie de synthèse.
Cet article aborde les liens mécanistiques entre la morphologie des poudres et l'ICE, les contraintes pratiques que cela impose aux méthodes de contrôle de la morphologie, et explique pourquoi un lit fluidisé est pertinent. fraisage au jet offre des avantages par rapport au broyage à billes conventionnel pour le traitement du carbone dur.

Le problème du film SEI : pourquoi la surface et la forme sont importantes
Lors du premier cycle de charge d'une batterie sodium-ion, l'électrolyte est thermodynamiquement instable au potentiel de l'anode en carbone dur. Il se décompose à la surface du carbone, formant le film SEI (interface électrolyte solide) – une couche de passivation mixte organique-inorganique conductrice ionique (les ions sodium la traversent) mais isolante électriquement (elle empêche toute décomposition ultérieure de l'électrolyte une fois formée). Le film SEI est essentiel : sans lui, l'électrolyte continuerait de se décomposer tout au long de la durée de vie de la cellule. Or, sa formation consomme du sodium de manière irréversible, ce qui constitue le principal problème des batteries sodium-ion.
Deux facteurs morphologiques déterminent la quantité de sodium consommée par la formation de l'interface électrolyte solide (SEI). Premièrement, la surface spécifique : la formation du film SEI se produit à l'interface carbone-électrolyte. Plus l'interface est grande, plus la SEI est importante, et donc plus la consommation de sodium est élevée. Une poudre de carbone dur, présentant une surface spécifique élevée grâce à une porosité importante, une rugosité de surface marquée ou une granulométrie très fine, perdra davantage de sodium par adsorption sur la SEI qu'une poudre de carbone à surface spécifique plus faible, à capacité équivalente. Deuxièmement, les défauts de surface et les groupements fonctionnels : les groupements fonctionnels de surface oxygénés (–COOH, –OH) réagissent préférentiellement avec l'électrolyte et piègent les ions sodium de manière irréversible par adsorption. Les défauts de surface (sites de bord, liaisons carbone rompues, liaisons pendantes) présentent une réactivité similaire. Ces deux types de défauts sont présents en plus grande densité sur les particules de forme irrégulière, aux arêtes vives, que sur les particules lisses et arrondies.
Comment la forme des particules influence la glace
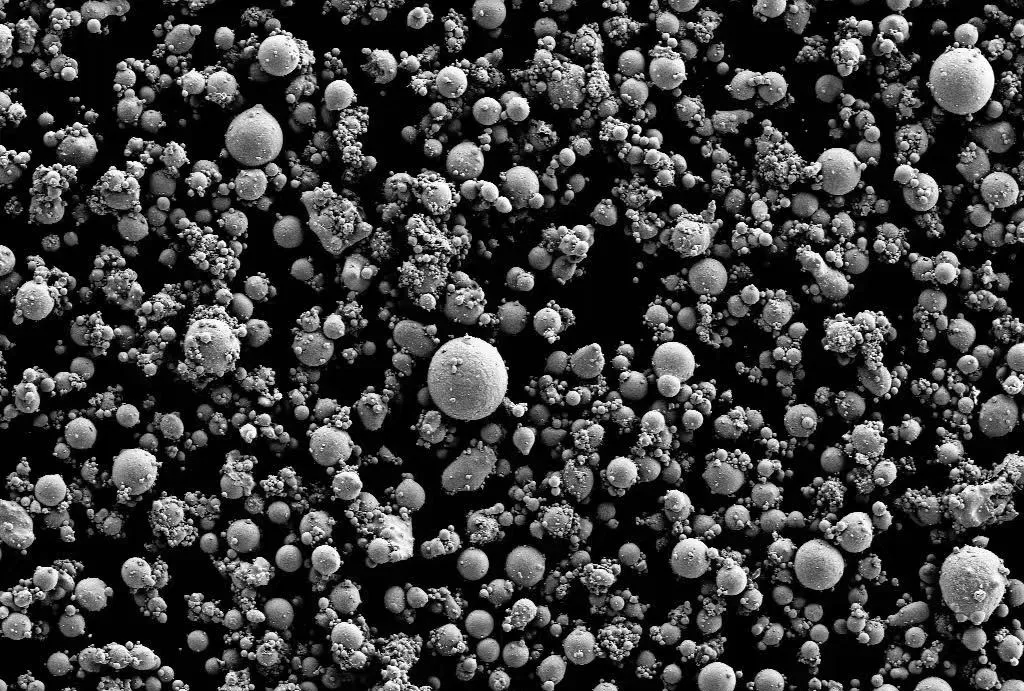
L'influence de la forme des particules sur l'ICE s'exerce via la surface spécifique et la densité de défauts de surface décrites précédemment. Les particules irrégulières (fragments allongés, éclats anguleux, plaquettes plates) présentent une surface spécifique plus élevée que les particules sphériques de taille médiane équivalente. Elles possèdent également davantage d'arêtes, d'angles et de discontinuités de surface où les défauts se concentrent.
Des recherches publiées dans ACS Nano ont démontré que la modulation de l'état d'hybridation orbitale des matériaux carbonés, afin d'enrichir le carbone hybridé sp2 à l'interface, permet de réduire l'énergie de liaison de l'électrolyte et de limiter la croissance non uniforme de l'interface électrolyte solide (SEI). Concrètement, cela signifie qu'une surface de particule plus arrondie et présentant une plus faible densité de défauts est préférable ; la sphéricité étant le paramètre de traitement qui détermine le plus directement si la surface de la particule est lisse et dominée par l'hybridation sp2 ou rugueuse et riche en défauts.
Une sphéricité plus élevée améliore également la densité de tassement de l'électrode (densité apparente), ce qui permet d'avoir plus de matériau actif par unité de volume d'électrode et réduit le rapport électrolyte/matériau actif dans l'électrode, limitant ainsi davantage la formation de SEI.

Comment la structure des pores affecte la glace
Le carbone dur contient trois types de pores distincts, chacun ayant un effet différent sur le stockage du sodium et l'ICE.
Pores ouverts et surface spécifique
Les pores ouverts — mésopores et macropores accessibles à l'électrolyte — augmentent la surface spécifique et offrent une interface supplémentaire pour la décomposition de l'électrolyte et la formation de l'interface électrolyte solide (SEI). La surface spécifique BET du carbone dur pour les batteries sodium-ion (SIB) se situe généralement entre 2 et 15 m²/g ; les matériaux présentant les surfaces spécifiques les plus élevées perdent proportionnellement plus de sodium au profit de la SEI. Les pores ouverts favorisent le mouillage de l'électrolyte et la cinétique de transport des ions sodium, mais ont un impact négatif sur l'efficacité énergétique. L'objectif du procédé est de minimiser la porosité ouverte inutile tout en préservant les pores fermés.
Micropores et piégeage du sodium
Les micropores, et plus particulièrement les ultramicropores de moins de 0,7 nm, constituent un site privilégié de piégeage irréversible du sodium. Une étude publiée dans Nature Communications a démontré que la désolvatation des ions sodium dans les nanopores influence significativement l'ICE : les ions sodium qui pénètrent dans les pores de moins de 0,7 nm environ ne peuvent en sortir facilement une fois désolvatés et sont ainsi perdus de manière irréversible. De plus, les micropores augmentent la surface de contact entre l'électrolyte et le carbone, favorisant la formation non uniforme de l'interface électrolyte solide (SEI).
Conséquences pour le traitement des particules : toute méthode créant des micropores supplémentaires dans la structure du carbone dur dégrade l’ICE. C’est la limitation spécifique du broyage à billes conventionnel à haute énergie pour le carbone dur. Les forces mécaniques rompent les liaisons C-C, générant des radicaux libres et des défauts de surface qui, lors du traitement thermique ultérieur, forment de nombreux micropores. Un broyage à billes contrôlé peut être utile pour une réduction initiale de la taille des particules, mais les paramètres doivent être strictement limités afin d’éviter une génération excessive de micropores.
Pores fermés et stockage du sodium
Les cavités inaccessibles à l'électrolyte constituent le type de pores le plus complexe et le plus précieux du carbone dur pour les batteries sodium-ion. Les pores fermés de 2 à 3 nm sont les principaux sites du mécanisme de stockage du sodium par ‘ remplissage des pores ’, conférant au carbone dur sa haute capacité à faible potentiel (inférieur à 0,1 V vs. Na/Na+). L'électrolyte ne pouvant pénétrer dans ces pores fermés, le sodium qui y est stocké ne contribue pas à la formation de l'interface électrolyte solide (SEI). Il s'agit d'un stockage de sodium à effet induit par l'électrolyte (ICE-positif). Des recherches publiées dans Advanced Functional Materials ont démontré que l'ajustement de la taille et de la distribution des pores fermés améliore la cinétique de diffusion du sodium et la capacité de charge/décharge.
Il est donc crucial de préserver la porosité lors du traitement des particules. Un traitement mécanique prolongé ou à haute énergie, notamment un broyage à billes vibratoire prolongé, peut entraîner l'effondrement des pores par compression, éliminant ainsi les sites qui font du carbone dur une anode efficace pour les batteries sodium-ion. C'est le revers de la médaille du broyage à billes pour le carbone dur : la même action mécanique qui permet la réduction de taille et la sphéroïdisation peut détruire la structure poreuse qui détermine les performances électrochimiques.
| Type de pores | Gamme de tailles | Effet ICE | Implication du traitement |
| pores ouverts (mésopores) | 2-50 nm | Négatif — augmente la formation de SEI | Minimiser ; maintenir la surface spécifique BET en dessous de 5 m²/g autant que possible. |
| Ultramicropores | < 0,7 nm | Fortement négatif — piégeage irréversible du sodium | Évitez la formation de bulles pendant le traitement ; évitez le broyage à billes excessif. |
| Pores fermés (optimal) | 2-3 nm | Point positif : stockage de sodium haute capacité et neutre vis-à-vis de l’ICE | Préserver par transformation ; éviter les impacts à haute énergie |
Méthodes de contrôle morphologique : traitement au plasma et broyage à billes
Traitement plasma : Nettoyage de surface sans endommager les pores
Le traitement plasma, notamment la décharge à barrière diélectrique (DBD) sous atmosphère réductrice (H₂ ou CO), est une technique d'ingénierie de surface. Elle permet de résoudre le problème des groupes fonctionnels sans altérer la structure poreuse du volume. Les espèces plasmatiques de haute énergie gravent et éliminent les groupes oxygénés de surface (–COOH, –OH) qui, autrement, piégeraient irréversiblement le sodium. Ce même traitement peut réparer les défauts de surface et induire une graphitisation partielle de la couche superficielle. Il peut également améliorer la conductivité électrique initiale (ICE) et la conductivité interfaciale.
La limitation pratique du traitement plasma réside dans son action sur la morphologie de surface existante. Il ne peut modifier ni la taille ni la sphéricité des particules. Un carbone dur issu de la pyrolyse sous forme de fragments anguleux irréguliers conservera cette irrégularité après traitement plasma, préservant ainsi la morphologie à grande surface spécifique et à forte densité de défauts qui limite l'ICE. Le traitement plasma est donc plus efficace en tant qu'étape de post-traitement, après optimisation de la forme et de la taille des particules par broyage.
Broyage à billes : utile mais nécessitant un contrôle strict des paramètres
Le broyage à billes permet à la fois de réduire la taille des particules et d'obtenir une sphéroïdisation partielle du carbone dur. Un broyage à billes à haute énergie, avec une durée et une granulométrie optimisées, produit des particules de taille submicronique à micronique présentant une rondeur accrue par rapport aux fragments irréguliers obtenus par pyrolyse. Les forces mécaniques exercées lors du broyage peuvent également moduler la structure poreuse : les carbones durs à base de brai et de résine phénolique présentent une porosité fermée accrue après un broyage à billes contrôlé suivi d'un traitement thermique.
Cependant, les mêmes forces mécaniques qui produisent ces effets bénéfiques peuvent détruire les pores fermés existants. Cela se produit si les paramètres de broyage ne sont pas rigoureusement contrôlés. Une augmentation excessive de la surface spécifique, due à la génération de micropores, et une contamination métallique provenant de l'usure du broyeur peuvent également en résulter. L'énergie de broyage admissible est limitée, à la limite supérieure, par l'apparition de l'effondrement des pores, et à la limite inférieure, par une réduction de taille ou une sphéroïdisation insuffisantes. Cette plage est plus étroite pour le carbone dur que pour la plupart des minéraux. Elle dépend du précurseur et des conditions de pyrolyse spécifiques. Le contrôle des paramètres de broyage nécessite une optimisation empirique pour chaque formulation de carbone dur.
Place du broyage par jet d'air : avantages par rapport au broyage à billes pour le carbone dur

Le broyage par jet en lit fluidisé permet de pallier plusieurs limitations du broyage à billes spécifiques au traitement du carbone dur pour les anodes de batteries sodium-ion.
Absence de médias de broyage : zéro contamination métallique
Le broyage par jet d'air broie le carbone dur exclusivement par collision entre particules, grâce à des jets de gaz comprimé. Il n'y a ni média de broyage ni contact direct entre le média et les particules. La contamination métallique due à l'usure – fer, chrome et autres métaux que les broyeurs à billes en acier ou même en céramique introduisent dans le produit – est ainsi éliminée. Pour les matériaux d'anode des batteries sodium-ion, où les impuretés métalliques peuvent catalyser la décomposition de l'interface électrolyte solide (SEI) ou introduire des espèces électrochimiquement actives, un procédé sans contamination représente un avantage considérable.
Énergie d'impact contrôlée : Préservation des pores fermés
La principale limitation du broyage à billes pour les carbones durs réside dans le fait qu'une énergie d'impact excessive provoque l'effondrement des pores fermés. Dans un broyeur à jet à lit fluidisé, l'énergie de broyage est contrôlée par la pression du gaz (généralement de 4 à 8 bars) et la configuration du jet. Point important, l'énergie totale délivrée à chaque particule est déterminée par le temps de séjour dans la zone de broyage, lequel est contrôlé par la roue classificatrice intégrée. Lorsqu'une particule atteint la taille cible, le classificateur l'élimine immédiatement de la zone de broyage. Elle n'est ainsi pas soumise à des impacts supplémentaires susceptibles d'endommager sa structure poreuse. Cette élimination rapide des particules conformes permet au broyeur à jet d'atteindre le D50 cible sans le surtraitement qui détruit les pores fermés dans un broyeur à billes.
La pression de broyage est également ajustable. Une pression plus faible engendre des collisions moins intenses, ce qui convient aux carbones durs où la préservation de la porosité est primordiale. Une pression plus élevée est utilisée lorsque la réduction de la taille des particules est l'objectif principal. Cette possibilité d'ajustement permet à l'ingénieur de procédés d'optimiser l'équilibre entre réduction de la taille, sphéroïdisation et préservation de la porosité pour une formulation spécifique de carbone dur.
Atmosphère d'azote : Prévention de l'oxydation de surface
Les surfaces de carbone dur, notamment celles fraîchement traitées pour obtenir une granulométrie réduite et présentant des surfaces fraîchement exposées, sont sensibles à l'oxydation à l'air. Cette oxydation superficielle introduit des groupements fonctionnels oxygénés — les mêmes groupements que le traitement plasma élimine — ce qui favorise la formation d'interface électrolyte solide (SEI) et réduit l'efficacité de broyage interne (ICE). Les broyeurs à jet peuvent fonctionner sous atmosphère d'azote confinée, l'azote étant utilisé comme gaz de broyage plutôt que l'air comprimé. Ceci empêche toute oxydation des surfaces fraîchement formées pendant le broyage. C'est particulièrement important pour le carbone dur issu de précurseurs sensibles à l'oxygène ou pour les matériaux dont la chimie de surface est strictement contrôlée.
Taille et sphéricité des particules pour les applications d'anodes SIB
Les objectifs granulométriques typiques pour les poudres d'anode en carbone dur destinées aux batteries sodium-ion sont un D50 compris entre 5 et 12 microns et un D97 inférieur à 20-25 microns. Cette plage de valeurs permet d'optimiser la densité de tassement de l'électrode, l'accessibilité de l'électrolyte et la longueur du trajet de diffusion du sodium au sein de la particule. Un broyeur à jet à lit fluidisé avec classificateur dynamique intégré permet de produire du carbone dur de manière constante dans cette plage, avec une limite supérieure de D97 maîtrisée. Le classificateur empêche les particules surdimensionnées de se retrouver dans le flux de production. Il est particulièrement important pour les procédés de revêtement d'électrodes, sensibles aux variations granulométriques.
| Facteur | Broyage à billes | Broyage par jet en lit fluidisé |
| contamination métallique | Oui — vêtements pour médias et doublure | Aucun — aucun média |
| préservation à pores fermés | Risque lié à une forte consommation d'énergie ou à un broyage long | Mieux encore : le classificateur supprime les particules avant le surtraitement. |
| Génération de micropores | Risque élevé en cas de fraisage excessif | Énergie d'impact contrôlée inférieure |
| Contrôle D97 | Nécessite un classificateur externe ; moins précis | classificateur intégré — coupe haute dure |
| option d'atmosphère d'azote | Broyeur à boulets humide/sec complexe et coûteux | Option standard pour broyeur à jet |
| risque d'oxydation de surface | Modéré — le contact avec les médias génère de la chaleur | Inférieur — effet de refroidissement dû à la détente du gaz ; option N2 |
| mécanisme de sphéroïdisation | Abrasion mécanique (efficace mais nécessite une optimisation) | Collisions répétées de particules de faible énergie (plus douces) |
| Traitement du carbone dur pour les anodes de batteries sodium-ion ? Poudre ÉPIQUE Les broyeurs à jet à lit fluidisé de Machinery sont conçus pour le carbone dur et d'autres matériaux d'anode pour batteries sodium-ion. Ils permettent un traitement des particules à morphologie contrôlée et sans contamination, sous atmosphère d'azote fermée. Nous proposons des essais de broyage gratuits sur votre matériau en carbone dur et vous fournissons les données de distribution granulométrique, des images MEB confirmant la sphéricité, des mesures de surface spécifique BET et une configuration de procédé recommandée. Veuillez nous indiquer le type de précurseur, le D50 cible, la sphéricité requise et si une atmosphère d'azote est nécessaire pour votre application. Demandez un essai gratuit de broyage de carbone dur : www.jet-mills.com/contact-us Découvrez nos solutions de matériaux pour batteries sodium-ion : www.jet-mills.com |
Poudre épique
Epic Powder, forte de plus de 20 ans d'expérience dans l'industrie des poudres ultrafines, contribue activement à l'avenir de ce secteur, en se concentrant sur les procédés de concassage, de broyage, de classification et de modification des poudres ultrafines. Contactez-nous Pour une consultation gratuite et des solutions personnalisées, contactez-nous ! Notre équipe d’experts vous propose des produits et services de haute qualité pour optimiser la valeur de votre traitement des poudres. Epic Powder : votre expert de confiance en traitement des poudres !

Merci d'avoir lu cet article. J'espère qu'il vous sera utile. N'hésitez pas à laisser un commentaire ci-dessous. Vous pouvez également… contacter EPIC Représentant du service client en ligne de Powder Zelda pour toute autre question.
— Jason Wang, Ingénieur