ਹਾਰਡ ਕਾਰਬਨ ਵਰਤਮਾਨ ਵਿੱਚ ਪ੍ਰਮੁੱਖ ਵਪਾਰਕ ਐਨੋਡ ਸਮੱਗਰੀ ਹੈ ਸੋਡੀਅਮ-ਆਇਨ ਬੈਟਰੀਆਂ (SIBs)। ਇਹ 200-350 mAh/g ਦੀ ਇੱਕ ਵਿਹਾਰਕ ਸੋਡੀਅਮ ਸਟੋਰੇਜ ਸਮਰੱਥਾ ਦੀ ਪੇਸ਼ਕਸ਼ ਕਰਦਾ ਹੈ ਅਤੇ ਪੂਰੇ-ਸੈੱਲ ਸੰਰਚਨਾਵਾਂ ਵਿੱਚ ਉਪਯੋਗੀ ਹੋਣ ਲਈ ਕਾਫ਼ੀ ਘੱਟ ਸਮਰੱਥਾ 'ਤੇ ਕੰਮ ਕਰਦਾ ਹੈ। ਵਿਆਪਕ ਗੋਦ ਲੈਣ ਵਿੱਚ ਰੁਕਾਵਟ ਸ਼ੁਰੂਆਤੀ ਹੈ ਕੁਲੋਂਬਿਕ ਕੁਸ਼ਲਤਾ (ICE): ਪਹਿਲੇ-ਚੱਕਰ ਡਿਸਚਾਰਜ ਸਮਰੱਥਾ ਅਤੇ ਪਹਿਲੇ-ਚੱਕਰ ਚਾਰਜ ਸਮਰੱਥਾ ਦਾ ਅਨੁਪਾਤ। ਬਹੁਤ ਸਾਰੇ ਸਖ਼ਤ ਕਾਰਬਨ ਪਦਾਰਥਾਂ ਲਈ, ICE 70-85% ਰੇਂਜ ਵਿੱਚ ਆਉਂਦਾ ਹੈ। ਇਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਪਹਿਲੇ ਚਾਰਜ ਦੌਰਾਨ ਪਾਏ ਗਏ ਸੋਡੀਅਮ ਦਾ 15-30% ਅਟੱਲ ਤੌਰ 'ਤੇ ਗੁਆਚ ਜਾਂਦਾ ਹੈ ਅਤੇ ਕਦੇ ਵੀ ਮੁੜ ਪ੍ਰਾਪਤ ਨਹੀਂ ਹੁੰਦਾ। ਇੱਕ ਪੂਰੇ ਸੈੱਲ ਵਿੱਚ, ਇਸ ਗੁਆਚੇ ਸੋਡੀਅਮ ਨੂੰ ਵਾਧੂ ਕੈਥੋਡ ਸਮੱਗਰੀ ਦੁਆਰਾ ਮੁਆਵਜ਼ਾ ਦਿੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਇਹ ਸੈੱਲ ਡਿਜ਼ਾਈਨ ਵਿੱਚ ਭਾਰ, ਵਾਲੀਅਮ ਅਤੇ ਲਾਗਤ ਜੋੜਦਾ ਹੈ।.
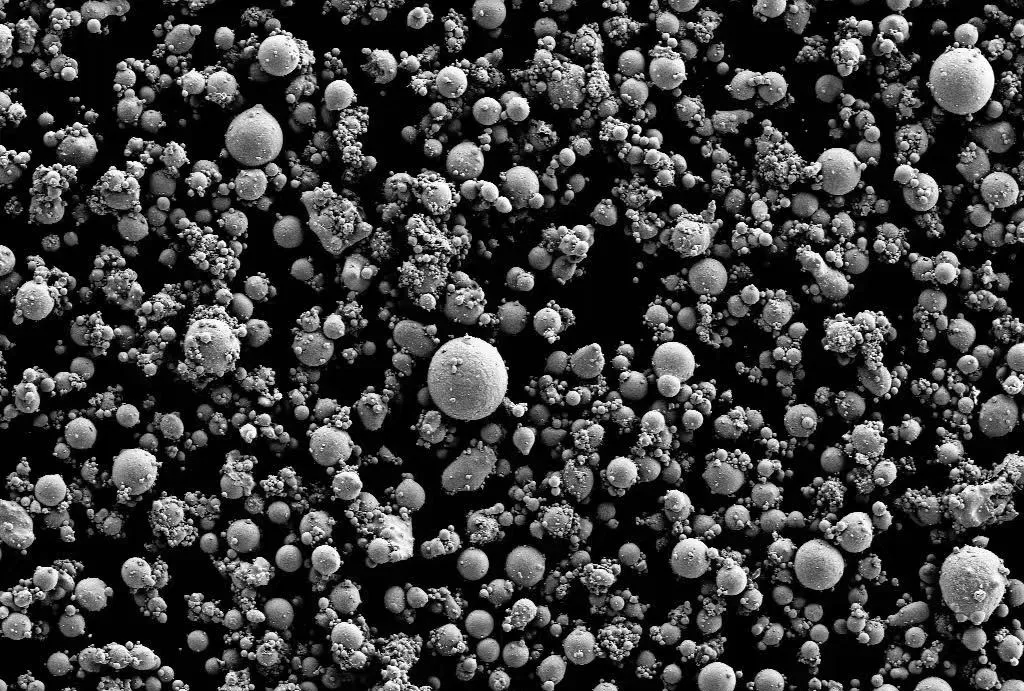
ਖੋਜਕਰਤਾ ਘੱਟ ICE ਦੇ ਪਿੱਛੇ ਦੋ ਵਿਧੀਆਂ ਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਸਮਝਦੇ ਹਨ: ਐਨੋਡ ਸਤ੍ਹਾ 'ਤੇ SEI ਫਿਲਮ ਗਠਨ ਦੌਰਾਨ ਅਟੱਲ ਸੋਡੀਅਮ ਦੀ ਖਪਤ, ਅਤੇ ਸਤ੍ਹਾ ਦੇ ਨੁਕਸ ਅਤੇ ਕਾਰਜਸ਼ੀਲ ਸਮੂਹਾਂ ਵਿੱਚ ਸੋਡੀਅਮ ਆਇਨਾਂ ਦਾ ਅਟੱਲ ਫਸਣਾ। ਪਰ ਉਤਪਾਦਨ ਸੰਦਰਭ ਘੱਟ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਇਸ ਗੱਲ 'ਤੇ ਚਰਚਾ ਕਰਦਾ ਹੈ ਕਿ ਸਖ਼ਤ ਕਾਰਬਨ ਸਮੱਗਰੀ ਦਾ ਪਾਊਡਰ ਰੂਪ ਵਿਗਿਆਨ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਦੋਵਾਂ ਵਿਧੀਆਂ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰਦਾ ਹੈ। ਖਾਸ ਤੌਰ 'ਤੇ, ਪਾਊਡਰ ਰੂਪ ਵਿਗਿਆਨ ਇਸਦੇ ਕਣ ਆਕਾਰ (ਗੋਲਾਕਾਰਤਾ), ਖਾਸ ਸਤਹ ਖੇਤਰ ਅਤੇ ਪੋਰ ਬਣਤਰ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ। ਇਹ ਉਹ ਮਾਪਦੰਡ ਹਨ ਜੋ ਕਣ ਪ੍ਰੋਸੈਸਿੰਗ ਕਦਮ, ਨਾ ਕਿ ਸੰਸਲੇਸ਼ਣ ਰਸਾਇਣ, ਮੁੱਖ ਤੌਰ 'ਤੇ ਨਿਰਧਾਰਤ ਕਰਦਾ ਹੈ।.
ਇਹ ਲੇਖ ਪਾਊਡਰ ਰੂਪ ਵਿਗਿਆਨ ਅਤੇ ICE ਵਿਚਕਾਰ ਮਕੈਨੀਕਲ ਸਬੰਧਾਂ, ਰੂਪ ਵਿਗਿਆਨ ਨਿਯੰਤਰਣ ਤਰੀਕਿਆਂ 'ਤੇ ਇਸ ਦੁਆਰਾ ਲਗਾਈਆਂ ਗਈਆਂ ਵਿਹਾਰਕ ਪਾਬੰਦੀਆਂ, ਅਤੇ ਤਰਲ ਬਿਸਤਰੇ ਦੇ ਕਾਰਨਾਂ ਨੂੰ ਕਵਰ ਕਰਦਾ ਹੈ। ਜੈੱਟ ਮਿਲਿੰਗ ਹਾਰਡ ਕਾਰਬਨ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਰਵਾਇਤੀ ਬਾਲ ਮਿਲਿੰਗ ਨਾਲੋਂ ਫਾਇਦੇ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ।.

SEI ਫਿਲਮ ਸਮੱਸਿਆ: ਸਤ੍ਹਾ ਖੇਤਰ ਅਤੇ ਆਕਾਰ ਕਿਉਂ ਮਾਇਨੇ ਰੱਖਦੇ ਹਨ
ਸੋਡੀਅਮ-ਆਇਨ ਬੈਟਰੀ ਦੇ ਪਹਿਲੇ ਚਾਰਜ ਚੱਕਰ ਦੌਰਾਨ, ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਸਖ਼ਤ ਕਾਰਬਨ ਐਨੋਡ ਦੀ ਸਮਰੱਥਾ 'ਤੇ ਥਰਮੋਡਾਇਨਾਮਿਕ ਤੌਰ 'ਤੇ ਅਸਥਿਰ ਹੁੰਦਾ ਹੈ। ਇਹ ਕਾਰਬਨ ਸਤ੍ਹਾ 'ਤੇ ਸੜ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਨਾਲ SEI ਫਿਲਮ ਬਣਦੀ ਹੈ - ਇੱਕ ਮਿਸ਼ਰਤ ਜੈਵਿਕ-ਅਜੈਵਿਕ ਪੈਸੀਵੇਸ਼ਨ ਪਰਤ ਜੋ ਆਇਓਨਿਕ ਤੌਰ 'ਤੇ ਸੰਚਾਲਕ ਹੁੰਦੀ ਹੈ (ਸੋਡੀਅਮ ਆਇਨ ਇਸ ਵਿੱਚੋਂ ਲੰਘਦੇ ਹਨ) ਪਰ ਇਲੈਕਟ੍ਰਾਨਿਕ ਤੌਰ 'ਤੇ ਇੰਸੂਲੇਟ ਹੁੰਦੀ ਹੈ (ਇਹ ਇੱਕ ਵਾਰ ਬਣਨ ਤੋਂ ਬਾਅਦ ਹੋਰ ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਸੜਨ ਨੂੰ ਰੋਕਦੀ ਹੈ)। SEI ਜ਼ਰੂਰੀ ਹੈ: ਇਸਦੇ ਬਿਨਾਂ, ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਸੈੱਲ ਦੇ ਜੀਵਨ ਭਰ ਸੜਦਾ ਰਹੇਗਾ। ਪਰ ਇਸਨੂੰ ਬਣਾਉਣ ਨਾਲ ਸੋਡੀਅਮ ਦੀ ਖਪਤ ਅਟੱਲ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਇਹੀ ਮੁੱਖ ICE ਸਮੱਸਿਆ ਹੈ।.
ਦੋ ਰੂਪ ਵਿਗਿਆਨਿਕ ਕਾਰਕ ਇਹ ਨਿਰਧਾਰਤ ਕਰਦੇ ਹਨ ਕਿ SEI ਗਠਨ ਕਿੰਨਾ ਸੋਡੀਅਮ ਖਪਤ ਕਰਦਾ ਹੈ। ਪਹਿਲਾ, ਖਾਸ ਸਤਹ ਖੇਤਰ: SEI ਫਿਲਮ ਗਠਨ ਕਾਰਬਨ-ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਇੰਟਰਫੇਸ 'ਤੇ ਹੁੰਦਾ ਹੈ। ਵਧੇਰੇ ਇੰਟਰਫੇਸ ਦਾ ਅਰਥ ਹੈ ਵਧੇਰੇ SEI, ਜਿਸਦਾ ਅਰਥ ਹੈ ਵਧੇਰੇ ਸੋਡੀਅਮ ਖਪਤ। ਭਰਪੂਰ ਖੁੱਲ੍ਹੇ ਪੋਰਸ, ਸਤਹ ਖੁਰਦਰਾਪਨ, ਜਾਂ ਬਹੁਤ ਛੋਟੇ ਕਣਾਂ ਦੇ ਆਕਾਰ ਤੋਂ ਉੱਚ ਖਾਸ ਸਤਹ ਖੇਤਰ ਵਾਲਾ ਇੱਕ ਸਖ਼ਤ ਕਾਰਬਨ ਪਾਊਡਰ ਬਰਾਬਰ ਸਮਰੱਥਾ 'ਤੇ ਘੱਟ ਖਾਸ ਸਤਹ ਖੇਤਰ ਵਾਲੇ ਇੱਕ ਨਾਲੋਂ SEI ਨੂੰ ਵਧੇਰੇ ਸੋਡੀਅਮ ਗੁਆ ਦੇਵੇਗਾ। ਦੂਜਾ, ਸਤਹ ਨੁਕਸ ਅਤੇ ਕਾਰਜਸ਼ੀਲ ਸਮੂਹ: ਆਕਸੀਜਨ-ਯੁਕਤ ਸਤਹ ਕਾਰਜਸ਼ੀਲ ਸਮੂਹ (–COOH, –OH) ਇਲੈਕਟੋਲਾਈਟ ਨਾਲ ਤਰਜੀਹੀ ਤੌਰ 'ਤੇ ਪ੍ਰਤੀਕਿਰਿਆ ਕਰਦੇ ਹਨ ਅਤੇ ਸੋਖਣ ਦੁਆਰਾ ਸੋਖਣ ਦੁਆਰਾ ਸੋਡੀਅਮ ਆਇਨਾਂ ਨੂੰ ਅਟੱਲ ਤੌਰ 'ਤੇ ਫਸਾਉਂਦੇ ਹਨ। ਸਤਹ ਨੁਕਸ - ਕਿਨਾਰੇ ਵਾਲੀਆਂ ਥਾਵਾਂ, ਟੁੱਟੇ ਕਾਰਬਨ ਬਾਂਡ, ਲਟਕਦੇ ਬਾਂਡ - ਇਸੇ ਤਰ੍ਹਾਂ ਪ੍ਰਤੀਕਿਰਿਆਸ਼ੀਲ ਹਨ। ਦੋਵੇਂ ਨਿਰਵਿਘਨ, ਗੋਲ ਕਣਾਂ ਨਾਲੋਂ ਤਿੱਖੇ ਕਿਨਾਰਿਆਂ ਅਤੇ ਕੋਨਿਆਂ ਵਾਲੇ ਅਨਿਯਮਿਤ ਆਕਾਰ ਦੇ ਕਣਾਂ 'ਤੇ ਉੱਚ ਘਣਤਾ ਵਿੱਚ ਮੌਜੂਦ ਹਨ।.
ਕਣਾਂ ਦੀ ਸ਼ਕਲ ICE ਨੂੰ ਕਿਵੇਂ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ
ICE 'ਤੇ ਕਣਾਂ ਦੇ ਆਕਾਰ ਦਾ ਪ੍ਰਭਾਵ ਉੱਪਰ ਦੱਸੇ ਗਏ ਖਾਸ ਸਤਹ ਖੇਤਰ ਅਤੇ ਸਤਹ ਨੁਕਸ ਘਣਤਾ ਮਾਰਗਾਂ ਰਾਹੀਂ ਕੰਮ ਕਰਦਾ ਹੈ। ਅਨਿਯਮਿਤ ਕਣ - ਲੰਬੇ ਟੁਕੜੇ, ਕੋਣੀ ਸ਼ਾਰਡ, ਸਮਤਲ ਪਲੇਟਲੈਟ - ਬਰਾਬਰ ਮੱਧਮ ਆਕਾਰ ਦੇ ਗੋਲਾਕਾਰ ਕਣਾਂ ਨਾਲੋਂ ਪ੍ਰਤੀ ਯੂਨਿਟ ਵਾਲੀਅਮ ਵਿੱਚ ਉੱਚ ਸਤਹ ਖੇਤਰ ਹੁੰਦਾ ਹੈ। ਉਹਨਾਂ ਵਿੱਚ ਵਧੇਰੇ ਕਿਨਾਰੇ, ਕੋਨੇ ਅਤੇ ਸਤਹ ਵਿਘਨ ਵੀ ਹੁੰਦੇ ਹਨ ਜਿੱਥੇ ਨੁਕਸ ਕੇਂਦਰਿਤ ਹੁੰਦੇ ਹਨ।.
ACS ਨੈਨੋ ਵਿੱਚ ਪ੍ਰਕਾਸ਼ਿਤ ਖੋਜ ਨੇ ਦਿਖਾਇਆ ਹੈ ਕਿ ਇੰਟਰਫੇਸ 'ਤੇ sp2 ਹਾਈਬ੍ਰਿਡਾਈਜ਼ਡ ਕਾਰਬਨ ਨੂੰ ਅਮੀਰ ਬਣਾਉਣ ਲਈ ਕਾਰਬਨ ਸਮੱਗਰੀ ਦੀ ਔਰਬਿਟਲ ਹਾਈਬ੍ਰਿਡਾਈਜ਼ੇਸ਼ਨ ਸਥਿਤੀ ਨੂੰ ਮੋਡਿਊਲੇਟ ਕਰਨ ਨਾਲ ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਬਾਈਡਿੰਗ ਊਰਜਾ ਘੱਟ ਸਕਦੀ ਹੈ ਅਤੇ ਗੈਰ-ਯੂਨੀਫਾਰਮ SEI ਵਿਕਾਸ ਨੂੰ ਰੋਕਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਵਿਵਹਾਰਕ ਤੌਰ 'ਤੇ, ਇਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਘੱਟ ਨੁਕਸ ਘਣਤਾ ਵਾਲੀ ਇੱਕ ਗੋਲ ਕਣ ਸਤਹ ਨੂੰ ਤਰਜੀਹ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ - ਅਤੇ ਗੋਲਾਕਾਰਤਾ ਪ੍ਰੋਸੈਸਿੰਗ ਪੈਰਾਮੀਟਰ ਹੈ ਜੋ ਜ਼ਿਆਦਾਤਰ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਨਿਯੰਤਰਣ ਕਰਦਾ ਹੈ ਕਿ ਕਣ ਸਤਹ ਨਿਰਵਿਘਨ ਅਤੇ sp2-ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਹੈ ਜਾਂ ਖੁਰਦਰੀ ਅਤੇ ਨੁਕਸ-ਅਮੀਰ ਹੈ।.
ਉੱਚ ਗੋਲਾਕਾਰਤਾ ਇਲੈਕਟ੍ਰੋਡ ਪੈਕਿੰਗ ਘਣਤਾ (ਟੈਪ ਘਣਤਾ) ਨੂੰ ਵੀ ਬਿਹਤਰ ਬਣਾਉਂਦੀ ਹੈ, ਜੋ ਪ੍ਰਤੀ ਯੂਨਿਟ ਇਲੈਕਟ੍ਰੋਡ ਵਾਲੀਅਮ ਵਿੱਚ ਵਧੇਰੇ ਕਿਰਿਆਸ਼ੀਲ ਸਮੱਗਰੀ ਦੀ ਆਗਿਆ ਦਿੰਦੀ ਹੈ ਅਤੇ ਇਲੈਕਟ੍ਰੋਡ ਵਿੱਚ ਇਲੈਕਟ੍ਰੋਲਾਈਟ-ਤੋਂ-ਸਰਗਰਮ-ਪਦਾਰਥ ਅਨੁਪਾਤ ਨੂੰ ਘਟਾਉਂਦੀ ਹੈ, ਜਿਸ ਨਾਲ SEI ਗਠਨ ਹੋਰ ਵੀ ਸੀਮਤ ਹੋ ਜਾਂਦਾ ਹੈ।.

ਪੋਰ ਸਟ੍ਰਕਚਰ ICE ਨੂੰ ਕਿਵੇਂ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ
ਸਖ਼ਤ ਕਾਰਬਨ ਵਿੱਚ ਤਿੰਨ ਵੱਖ-ਵੱਖ ਪੋਰ ਕਿਸਮਾਂ ਹੁੰਦੀਆਂ ਹਨ, ਹਰੇਕ ਦਾ ਸੋਡੀਅਮ ਸਟੋਰੇਜ ਅਤੇ ICE 'ਤੇ ਵੱਖਰਾ ਪ੍ਰਭਾਵ ਹੁੰਦਾ ਹੈ।.
ਖੁੱਲ੍ਹੇ ਛੇਦ ਅਤੇ ਖਾਸ ਸਤ੍ਹਾ ਖੇਤਰ
ਖੁੱਲ੍ਹੇ ਪੋਰਸ - ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਤੱਕ ਪਹੁੰਚਯੋਗ ਮੇਸੋਪੋਰਸ ਅਤੇ ਮੈਕਰੋਪੋਰਸ - ਖਾਸ ਸਤਹ ਖੇਤਰ ਨੂੰ ਵਧਾਉਂਦੇ ਹਨ ਅਤੇ ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਸੜਨ ਅਤੇ SEI ਗਠਨ ਲਈ ਵਾਧੂ ਇੰਟਰਫੇਸ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਨ। SIBs ਲਈ ਸਖ਼ਤ ਕਾਰਬਨ ਦਾ BET ਸਤਹ ਖੇਤਰ ਆਮ ਤੌਰ 'ਤੇ 2-15 m2/g ਦੀ ਰੇਂਜ ਵਿੱਚ ਹੁੰਦਾ ਹੈ; ਇਸ ਰੇਂਜ ਦੇ ਉੱਚੇ ਸਿਰੇ 'ਤੇ ਸਮੱਗਰੀ SEI ਨੂੰ ਅਨੁਪਾਤਕ ਤੌਰ 'ਤੇ ਵਧੇਰੇ ਸੋਡੀਅਮ ਗੁਆ ਦਿੰਦੀ ਹੈ। ਖੁੱਲ੍ਹੇ ਪੋਰਸ ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਗਿੱਲੇ ਕਰਨ ਅਤੇ ਸੋਡੀਅਮ ਆਇਨ ਟ੍ਰਾਂਸਪੋਰਟ ਗਤੀ ਵਿਗਿਆਨ ਲਈ ਲਾਭਦਾਇਕ ਹਨ ਪਰ ICE ਦੇ ਰੂਪ ਵਿੱਚ ਮਹਿੰਗੇ ਹਨ। ਪ੍ਰੋਸੈਸਿੰਗ ਦਾ ਉਦੇਸ਼ ਬੰਦ ਪੋਰਸ ਨੂੰ ਸੁਰੱਖਿਅਤ ਰੱਖਦੇ ਹੋਏ ਬੇਲੋੜੀ ਖੁੱਲ੍ਹੀ ਪੋਰੋਸਿਟੀ ਨੂੰ ਘੱਟ ਕਰਨਾ ਹੈ।.
ਮਾਈਕ੍ਰੋਪੋਰਸ ਅਤੇ ਸੋਡੀਅਮ ਟ੍ਰੈਪਿੰਗ
ਮਾਈਕ੍ਰੋਪੋਰਸ - ਖਾਸ ਕਰਕੇ 0.7 nm ਤੋਂ ਘੱਟ ਅਲਟਰਾਮਾਈਕ੍ਰੋਪੋਰਸ - ਅਟੱਲ ਸੋਡੀਅਮ ਟ੍ਰੈਪਿੰਗ ਲਈ ਇੱਕ ਪ੍ਰਾਇਮਰੀ ਸਾਈਟ ਹਨ। ਨੇਚਰ ਕਮਿਊਨੀਕੇਸ਼ਨਜ਼ ਵਿੱਚ ਪ੍ਰਕਾਸ਼ਿਤ ਖੋਜ ਨੇ ਦਿਖਾਇਆ ਹੈ ਕਿ ਨੈਨੋਪੋਰਸ ਵਿੱਚ ਸੋਡੀਅਮ ਆਇਨਾਂ ਦੀ ਡੀਸੋਲਵੇਸ਼ਨ ਪ੍ਰਕਿਰਿਆ ICE ਨੂੰ ਮਹੱਤਵਪੂਰਨ ਤੌਰ 'ਤੇ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ: ਸੋਡੀਅਮ ਆਇਨ ਜੋ ਲਗਭਗ 0.7 nm ਤੋਂ ਘੱਟ ਪੋਰਸ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦੇ ਹਨ, ਇੱਕ ਵਾਰ ਡੀਸੋਲਵੇਸ਼ਨ ਤੋਂ ਬਾਅਦ ਆਸਾਨੀ ਨਾਲ ਬਾਹਰ ਨਹੀਂ ਆ ਸਕਦੇ, ਅਤੇ ਅਟੱਲ ਸਮਰੱਥਾ ਵਿੱਚ ਗੁਆਚ ਜਾਂਦੇ ਹਨ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਮਾਈਕ੍ਰੋਪੋਰਸ ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਅਤੇ ਕਾਰਬਨ ਵਿਚਕਾਰ ਸੰਪਰਕ ਖੇਤਰ ਨੂੰ ਵਧਾਉਂਦੇ ਹਨ, ਗੈਰ-ਯੂਨੀਫਾਰਮ SEI ਗਠਨ ਨੂੰ ਉਤਸ਼ਾਹਿਤ ਕਰਦੇ ਹਨ।.
ਕਣ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਪ੍ਰਭਾਵ: ਕੋਈ ਵੀ ਤਰੀਕਾ ਜੋ ਸਖ਼ਤ ਕਾਰਬਨ ਢਾਂਚੇ ਵਿੱਚ ਵਾਧੂ ਮਾਈਕ੍ਰੋਪੋਰਸ ਬਣਾਉਂਦਾ ਹੈ, ICE ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ। ਇਹ ਸਖ਼ਤ ਕਾਰਬਨ ਲਈ ਰਵਾਇਤੀ ਉੱਚ-ਊਰਜਾ ਬਾਲ ਮਿਲਿੰਗ ਦੀ ਖਾਸ ਸੀਮਾ ਹੈ। ਮਕੈਨੀਕਲ ਬਲ CC ਬਾਂਡਾਂ ਨੂੰ ਤੋੜਦੇ ਹਨ, ਫ੍ਰੀ ਰੈਡੀਕਲ ਅਤੇ ਸਤਹ ਦੇ ਨੁਕਸ ਪੈਦਾ ਕਰਦੇ ਹਨ ਜੋ ਬਾਅਦ ਦੇ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੌਰਾਨ, ਭਰਪੂਰ ਮਾਈਕ੍ਰੋਪੋਰਸ ਬਣਾਉਂਦੇ ਹਨ। ਨਿਯੰਤਰਿਤ ਬਾਲ ਮਿਲਿੰਗ ਸ਼ੁਰੂਆਤੀ ਆਕਾਰ ਘਟਾਉਣ ਲਈ ਲਾਭਦਾਇਕ ਹੋ ਸਕਦੀ ਹੈ, ਪਰ ਬਹੁਤ ਜ਼ਿਆਦਾ ਮਾਈਕ੍ਰੋਪੋਰ ਉਤਪਾਦਨ ਤੋਂ ਬਚਣ ਲਈ ਮਾਪਦੰਡਾਂ ਨੂੰ ਸਖ਼ਤੀ ਨਾਲ ਸੀਮਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।.
ਬੰਦ ਪੋਰਸ ਅਤੇ ਸੋਡੀਅਮ ਸਟੋਰੇਜ
SIBs ਲਈ ਹਾਰਡ ਕਾਰਬਨ ਵਿੱਚ ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਤੱਕ ਪਹੁੰਚਯੋਗ ਨਾ ਹੋਣ ਵਾਲੀਆਂ ਕੈਵਿਟੀਆਂ ਸਭ ਤੋਂ ਗੁੰਝਲਦਾਰ ਅਤੇ ਸਭ ਤੋਂ ਕੀਮਤੀ ਪੋਰ ਕਿਸਮ ਹਨ। 2-3 nm ਰੇਂਜ ਵਿੱਚ ਬੰਦ ਪੋਰ 'ਪੋਰ-ਫਿਲਿੰਗ' ਸੋਡੀਅਮ ਸਟੋਰੇਜ ਵਿਧੀ ਲਈ ਪ੍ਰਾਇਮਰੀ ਸਾਈਟਾਂ ਹਨ ਜੋ ਹਾਰਡ ਕਾਰਬਨ ਨੂੰ ਘੱਟ ਸਮਰੱਥਾ (0.1 V ਬਨਾਮ Na/Na+ ਤੋਂ ਘੱਟ) 'ਤੇ ਇਸਦੀ ਉੱਚ ਸਮਰੱਥਾ ਦਿੰਦੀਆਂ ਹਨ। ਕਿਉਂਕਿ ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਬੰਦ ਪੋਰ ਵਿੱਚ ਦਾਖਲ ਨਹੀਂ ਹੋ ਸਕਦਾ, ਇਸ ਲਈ ਉਹਨਾਂ ਵਿੱਚ ਸਟੋਰ ਕੀਤਾ ਸੋਡੀਅਮ SEI ਗਠਨ ਵਿੱਚ ਯੋਗਦਾਨ ਨਹੀਂ ਪਾਉਂਦਾ। ਇਹ ICE-ਸਕਾਰਾਤਮਕ ਸੋਡੀਅਮ ਸਟੋਰੇਜ ਹੈ। ਐਡਵਾਂਸਡ ਫੰਕਸ਼ਨਲ ਮਟੀਰੀਅਲਜ਼ ਵਿੱਚ ਪ੍ਰਕਾਸ਼ਿਤ ਖੋਜ ਨੇ ਦਿਖਾਇਆ ਹੈ ਕਿ ਬੰਦ ਪੋਰ ਦੇ ਆਕਾਰ ਅਤੇ ਵੰਡ ਨੂੰ ਟਿਊਨ ਕਰਨ ਨਾਲ ਸੋਡੀਅਮ ਫੈਲਾਅ ਗਤੀ ਵਿਗਿਆਨ ਅਤੇ ਦਰ ਸਮਰੱਥਾ ਵਿੱਚ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ।.
ਇਸ ਲਈ ਕਣ ਪ੍ਰੋਸੈਸਿੰਗ ਰਾਹੀਂ ਬੰਦ ਪੋਰਸ ਨੂੰ ਸੁਰੱਖਿਅਤ ਰੱਖਣਾ ਬਹੁਤ ਜ਼ਰੂਰੀ ਹੈ। ਲੰਬੇ ਸਮੇਂ ਤੱਕ ਜਾਂ ਉੱਚ-ਊਰਜਾ ਵਾਲੀ ਮਕੈਨੀਕਲ ਪ੍ਰੋਸੈਸਿੰਗ - ਖਾਸ ਤੌਰ 'ਤੇ ਵਿਸਤ੍ਰਿਤ ਵਾਈਬ੍ਰੇਟਰੀ ਬਾਲ ਮਿਲਿੰਗ - ਸੰਕੁਚਿਤ ਪ੍ਰਭਾਵ ਬਲਾਂ ਦੁਆਰਾ ਬੰਦ ਪੋਰਸ ਨੂੰ ਢਾਹ ਸਕਦੀ ਹੈ, ਉਹਨਾਂ ਸਾਈਟਾਂ ਨੂੰ ਖਤਮ ਕਰ ਸਕਦੀ ਹੈ ਜੋ ਹਾਰਡ ਕਾਰਬਨ ਨੂੰ ਇੱਕ ਪ੍ਰਭਾਵਸ਼ਾਲੀ SIB ਐਨੋਡ ਬਣਾਉਂਦੀਆਂ ਹਨ। ਇਹ ਹਾਰਡ ਕਾਰਬਨ ਲਈ ਬਾਲ ਮਿਲਿੰਗ ਦੀ ਦੋਧਾਰੀ ਤਲਵਾਰ ਹੈ। ਉਹੀ ਮਕੈਨੀਕਲ ਕਿਰਿਆ ਜੋ ਆਕਾਰ ਘਟਾਉਣ ਅਤੇ ਗੋਲਾਕਾਰੀਕਰਨ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਦੀ ਹੈ, ਉਹੀ ਮਕੈਨੀਕਲ ਕਿਰਿਆ ਪੋਰਸ ਢਾਂਚੇ ਨੂੰ ਨਸ਼ਟ ਕਰ ਸਕਦੀ ਹੈ ਜੋ ਇਲੈਕਟ੍ਰੋਕੈਮੀਕਲ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦੀ ਹੈ।.
| ਪੋਰ ਕਿਸਮ | ਆਕਾਰ ਰੇਂਜ | ਆਈਸੀਈ ਪ੍ਰਭਾਵ | ਪ੍ਰੋਸੈਸਿੰਗ ਇਮਪਲੀਕੇਸ਼ਨ |
| ਖੁੱਲ੍ਹੇ ਛੇਦ (ਮੇਸੋਪੋਰਸ) | 2-50 ਐਨਐਮ | ਨਕਾਰਾਤਮਕ — SEI ਗਠਨ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ | ਘੱਟੋ-ਘੱਟ ਕਰੋ; ਜਿੱਥੇ ਵੀ ਸੰਭਵ ਹੋਵੇ BET ਸਤ੍ਹਾ ਖੇਤਰ 5 ਵਰਗ ਮੀਟਰ/ਗ੍ਰਾਮ ਤੋਂ ਘੱਟ ਰੱਖੋ। |
| ਅਲਟ੍ਰਾਮਾਈਕ੍ਰੋਪੋਰਸ | < 0.7 ਐੱਨ.ਐੱਮ. | ਬਹੁਤ ਜ਼ਿਆਦਾ ਨਕਾਰਾਤਮਕ — ਨਾ ਬਦਲਣਾ Na ਟ੍ਰੈਪਿੰਗ | ਪ੍ਰੋਸੈਸਿੰਗ ਦੌਰਾਨ ਬਣਾਉਣ ਤੋਂ ਬਚੋ; ਬਹੁਤ ਜ਼ਿਆਦਾ ਬਾਲ ਮਿਲਿੰਗ ਤੋਂ ਬਚੋ। |
| ਬੰਦ ਪੋਰਸ (ਅਨੁਕੂਲ) | 2-3 ਐਨਐਮ | ਸਕਾਰਾਤਮਕ — ਉੱਚ-ਸਮਰੱਥਾ, ICE-ਨਿਰਪੱਖ Na ਸਟੋਰੇਜ | ਪ੍ਰੋਸੈਸਿੰਗ ਰਾਹੀਂ ਸੁਰੱਖਿਅਤ ਰੱਖੋ; ਉੱਚ-ਊਰਜਾ ਪ੍ਰਭਾਵ ਤੋਂ ਬਚੋ |
ਰੂਪ ਵਿਗਿਆਨ ਨਿਯੰਤਰਣ ਵਿਧੀਆਂ: ਪਲਾਜ਼ਮਾ ਇਲਾਜ ਅਤੇ ਬਾਲ ਮਿਲਿੰਗ
ਪਲਾਜ਼ਮਾ ਇਲਾਜ: ਛੇਦ ਦੇ ਨੁਕਸਾਨ ਤੋਂ ਬਿਨਾਂ ਸਤ੍ਹਾ ਦੀ ਸਫਾਈ
ਪਲਾਜ਼ਮਾ ਇਲਾਜ, ਖਾਸ ਕਰਕੇ H2 ਜਾਂ CO ਵਰਗੇ ਘਟਾਉਣ ਵਾਲੇ ਵਾਤਾਵਰਣ ਵਿੱਚ ਡਾਈਇਲੈਕਟ੍ਰਿਕ ਬੈਰੀਅਰ ਡਿਸਚਾਰਜ (DBD) - ਇੱਕ ਸਤਹ ਇੰਜੀਨੀਅਰਿੰਗ ਪਹੁੰਚ ਹੈ। ਇਹ ਬਲਕ ਪੋਰ ਬਣਤਰ ਨੂੰ ਪਰੇਸ਼ਾਨ ਕੀਤੇ ਬਿਨਾਂ ਕਾਰਜਸ਼ੀਲ ਸਮੂਹ ਸਮੱਸਿਆ ਨੂੰ ਹੱਲ ਕਰਦਾ ਹੈ। ਉੱਚ-ਊਰਜਾ ਪਲਾਜ਼ਮਾ ਪ੍ਰਜਾਤੀਆਂ ਸਤਹ ਆਕਸੀਜਨ-ਯੁਕਤ ਸਮੂਹਾਂ (–COOH, –OH) ਨੂੰ ਖੋਦਦੀਆਂ ਹਨ ਅਤੇ ਹਟਾਉਂਦੀਆਂ ਹਨ ਜੋ ਕਿ ਸੋਡੀਅਮ ਨੂੰ ਨਹੀਂ ਤਾਂ ਅਟੱਲ ਤੌਰ 'ਤੇ ਫਸਾਉਣਗੀਆਂ। ਇਹੀ ਇਲਾਜ ਸਤਹ ਦੇ ਨੁਕਸਾਂ ਦੀ ਮੁਰੰਮਤ ਕਰ ਸਕਦਾ ਹੈ ਅਤੇ ਬਾਹਰੀ ਸਤਹ ਪਰਤ ਦੇ ਅੰਸ਼ਕ ਗ੍ਰਾਫਾਈਟਾਈਜ਼ੇਸ਼ਨ ਨੂੰ ਪ੍ਰੇਰਿਤ ਕਰ ਸਕਦਾ ਹੈ। ਇਹ ICE ਅਤੇ ਇੰਟਰਫੇਸ਼ੀਅਲ ਚਾਲਕਤਾ ਦੋਵਾਂ ਨੂੰ ਵੀ ਸੁਧਾਰ ਸਕਦਾ ਹੈ।.
ਪਲਾਜ਼ਮਾ ਇਲਾਜ ਦੀ ਵਿਹਾਰਕ ਸੀਮਾ ਇਹ ਹੈ ਕਿ ਇਹ ਮੌਜੂਦਾ ਸਤਹ ਰੂਪ ਵਿਗਿਆਨ 'ਤੇ ਕੰਮ ਕਰਦੀ ਹੈ। ਇਹ ਕਣਾਂ ਦੇ ਆਕਾਰ ਜਾਂ ਗੋਲਾਕਾਰ ਨੂੰ ਨਹੀਂ ਬਦਲ ਸਕਦਾ। ਇੱਕ ਸਖ਼ਤ ਕਾਰਬਨ ਜੋ ਪਾਈਰੋਲਿਸਿਸ ਨੂੰ ਅਨਿਯਮਿਤ ਕੋਣੀ ਟੁਕੜਿਆਂ ਦੇ ਰੂਪ ਵਿੱਚ ਬਾਹਰ ਕੱਢਦਾ ਹੈ, ਪਲਾਜ਼ਮਾ ਇਲਾਜ ਤੋਂ ਬਾਅਦ ਅਨਿਯਮਿਤ ਰਹੇਗਾ, ਉੱਚ-ਸਤਹ-ਖੇਤਰ, ਉੱਚ-ਨੁਕਸ-ਘਣਤਾ ਰੂਪ ਵਿਗਿਆਨ ਨੂੰ ਬਰਕਰਾਰ ਰੱਖੇਗਾ ਜੋ ICE ਨੂੰ ਸੀਮਤ ਕਰਦਾ ਹੈ। ਪਲਾਜ਼ਮਾ ਇਲਾਜ ਕਣਾਂ ਦੇ ਆਕਾਰ ਅਤੇ ਆਕਾਰ ਨੂੰ ਪਹਿਲਾਂ ਹੀ ਮਿਲਿੰਗ ਦੁਆਰਾ ਅਨੁਕੂਲਿਤ ਕੀਤੇ ਜਾਣ ਤੋਂ ਬਾਅਦ ਇੱਕ ਪੋਸਟ-ਪ੍ਰੋਸੈਸਿੰਗ ਕਦਮ ਵਜੋਂ ਸਭ ਤੋਂ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਹੁੰਦਾ ਹੈ।.
ਬਾਲ ਮਿਲਿੰਗ: ਉਪਯੋਗੀ ਪਰ ਸਖ਼ਤ ਪੈਰਾਮੀਟਰ ਨਿਯੰਤਰਣ ਦੀ ਲੋੜ ਹੈ
ਬਾਲ ਮਿਲਿੰਗ ਹਾਰਡ ਕਾਰਬਨ ਦੇ ਆਕਾਰ ਵਿੱਚ ਕਮੀ ਅਤੇ ਅੰਸ਼ਕ ਗੋਲਾਕਾਰੀਕਰਨ ਦੋਵੇਂ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦੀ ਹੈ। ਅਨੁਕੂਲਿਤ ਮਿਲਿੰਗ ਸਮੇਂ ਅਤੇ ਮੀਡੀਆ ਆਕਾਰ ਦੇ ਨਾਲ ਉੱਚ-ਊਰਜਾ ਵਾਲੀ ਬਾਲ ਮਿਲਿੰਗ, ਪਾਈਰੋਲਾਈਜ਼ਡ ਅਨਿਯਮਿਤ ਟੁਕੜਿਆਂ ਦੇ ਮੁਕਾਬਲੇ ਵਧੀ ਹੋਈ ਗੋਲਾਈ ਦੇ ਨਾਲ ਸਬਮਾਈਕ੍ਰੋਨ ਤੋਂ ਮਾਈਕ੍ਰੋਨ-ਸਕੇਲ ਕਣ ਪੈਦਾ ਕਰਦੀ ਹੈ। ਮਿਲਿੰਗ ਦੌਰਾਨ ਮਕੈਨੀਕਲ ਬਲ ਪੋਰ ਬਣਤਰ ਨੂੰ ਵੀ ਟਿਊਨ ਕਰ ਸਕਦੇ ਹਨ: ਪਿੱਚ-ਅਧਾਰਿਤ ਅਤੇ ਫੀਨੋਲਿਕ ਰਾਲ-ਪ੍ਰਾਪਤ ਹਾਰਡ ਕਾਰਬਨ ਨਿਯੰਤਰਿਤ ਬਾਲ ਮਿਲਿੰਗ ਤੋਂ ਬਾਅਦ ਗਰਮੀ ਦੇ ਇਲਾਜ ਤੋਂ ਬਾਅਦ ਵਧੀ ਹੋਈ ਬੰਦ ਪੋਰ ਸਮੱਗਰੀ ਦਿਖਾਉਂਦੇ ਹਨ।.
ਹਾਲਾਂਕਿ, ਉਹੀ ਮਕੈਨੀਕਲ ਬਲ ਜੋ ਇਹਨਾਂ ਲਾਭਦਾਇਕ ਪ੍ਰਭਾਵਾਂ ਨੂੰ ਪੈਦਾ ਕਰਦੇ ਹਨ, ਮੌਜੂਦਾ ਬੰਦ ਪੋਰਸ ਨੂੰ ਨਸ਼ਟ ਕਰ ਸਕਦੇ ਹਨ। ਇਹ ਉਦੋਂ ਹੁੰਦਾ ਹੈ ਜੇਕਰ ਮਿਲਿੰਗ ਪੈਰਾਮੀਟਰਾਂ ਨੂੰ ਸਖ਼ਤੀ ਨਾਲ ਨਿਯੰਤਰਿਤ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਮਾਈਕ੍ਰੋਪੋਰ ਪੀੜ੍ਹੀ ਦੁਆਰਾ ਖਾਸ ਸਤਹ ਖੇਤਰ ਨੂੰ ਬਹੁਤ ਜ਼ਿਆਦਾ ਵਧਾਓ, ਅਤੇ ਮੀਡੀਆ ਵੀਅਰ ਤੋਂ ਧਾਤ ਦੀ ਗੰਦਗੀ ਨੂੰ ਪੇਸ਼ ਕਰੋ। ਸਵੀਕਾਰਯੋਗ ਮਿਲਿੰਗ ਊਰਜਾ ਇਨਪੁਟ ਉੱਪਰ ਪੋਰ ਢਹਿਣ ਦੀ ਸ਼ੁਰੂਆਤ ਦੁਆਰਾ ਅਤੇ ਹੇਠਾਂ ਨਾਕਾਫ਼ੀ ਆਕਾਰ ਘਟਾਉਣ ਜਾਂ ਗੋਲਾਕਾਰੀਕਰਨ ਦੁਆਰਾ ਸੀਮਤ ਹੈ। ਇਹ ਵਿੰਡੋ ਜ਼ਿਆਦਾਤਰ ਖਣਿਜਾਂ ਨਾਲੋਂ ਸਖ਼ਤ ਕਾਰਬਨ ਲਈ ਤੰਗ ਹੈ। ਇਹ ਖਾਸ ਪੂਰਵਗਾਮੀ ਅਤੇ ਪਾਈਰੋਲਿਸਿਸ ਸਥਿਤੀਆਂ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ। ਮਿਲਿੰਗ ਪੈਰਾਮੀਟਰਾਂ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਲਈ ਹਰੇਕ ਸਖ਼ਤ ਕਾਰਬਨ ਫਾਰਮੂਲੇਸ਼ਨ ਲਈ ਅਨੁਭਵੀ ਅਨੁਕੂਲਤਾ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।.
ਜੈੱਟ ਮਿਲਿੰਗ ਕਿੱਥੇ ਫਿੱਟ ਹੁੰਦੀ ਹੈ: ਹਾਰਡ ਕਾਰਬਨ ਲਈ ਬਾਲ ਮਿਲਿੰਗ ਨਾਲੋਂ ਫਾਇਦੇ

ਫਲੂਡਾਈਜ਼ਡ ਬੈੱਡ ਜੈੱਟ ਮਿਲਿੰਗ ਬਾਲ ਮਿਲਿੰਗ ਦੀਆਂ ਕਈ ਸੀਮਾਵਾਂ ਨੂੰ ਸੰਬੋਧਿਤ ਕਰਦੀ ਹੈ ਜੋ ਸੋਡੀਅਮ-ਆਇਨ ਬੈਟਰੀ ਐਨੋਡਾਂ ਲਈ ਸਖ਼ਤ ਕਾਰਬਨ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਵਿਸ਼ੇਸ਼ ਹਨ।.
ਪੀਸਣ ਵਾਲਾ ਮਾਧਿਅਮ ਨਹੀਂ: ਜ਼ੀਰੋ ਮੈਟਲ ਕੰਟੈਮੀਨੇਸ਼ਨ
ਜੈੱਟ ਮਿਲਿੰਗ ਕੰਪਰੈੱਸਡ ਗੈਸ ਜੈੱਟਾਂ ਦੁਆਰਾ ਚਲਾਏ ਜਾਂਦੇ ਕਣ-ਤੇ-ਕਣ ਟਕਰਾਅ ਦੁਆਰਾ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸਖ਼ਤ ਕਾਰਬਨ ਨੂੰ ਪੀਸਦੀ ਹੈ। ਕੋਈ ਪੀਸਣ ਵਾਲਾ ਮੀਡੀਆ ਨਹੀਂ ਹੈ ਅਤੇ ਨਾ ਹੀ ਕੋਈ ਮੀਡੀਆ-ਕਣ ਸੰਪਰਕ ਹੈ। ਪਹਿਨਣ ਤੋਂ ਧਾਤ ਦੀ ਗੰਦਗੀ - ਲੋਹਾ, ਕ੍ਰੋਮੀਅਮ, ਅਤੇ ਹੋਰ ਧਾਤਾਂ ਜੋ ਸਟੀਲ ਜਾਂ ਇੱਥੋਂ ਤੱਕ ਕਿ ਸਿਰੇਮਿਕ ਬਾਲ ਮਿੱਲ ਮੀਡੀਆ ਉਤਪਾਦ ਵਿੱਚ ਪੇਸ਼ ਕਰਦਾ ਹੈ - ਖਤਮ ਹੋ ਜਾਂਦੀ ਹੈ। ਸੋਡੀਅਮ-ਆਇਨ ਬੈਟਰੀ ਐਨੋਡ ਸਮੱਗਰੀਆਂ ਲਈ ਜਿੱਥੇ ਧਾਤੂ ਅਸ਼ੁੱਧੀਆਂ SEI ਸੜਨ ਨੂੰ ਉਤਪ੍ਰੇਰਕ ਕਰ ਸਕਦੀਆਂ ਹਨ ਜਾਂ ਇਲੈਕਟ੍ਰੋਕੈਮੀਕਲ ਤੌਰ 'ਤੇ ਕਿਰਿਆਸ਼ੀਲ ਪ੍ਰਜਾਤੀਆਂ ਨੂੰ ਪੇਸ਼ ਕਰ ਸਕਦੀਆਂ ਹਨ, ਗੰਦਗੀ-ਮੁਕਤ ਪ੍ਰੋਸੈਸਿੰਗ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਫਾਇਦਾ ਹੈ।.
ਨਿਯੰਤਰਿਤ ਪ੍ਰਭਾਵ ਊਰਜਾ: ਬੰਦ ਪੋਰਸ ਨੂੰ ਸੁਰੱਖਿਅਤ ਰੱਖਣਾ
ਸਖ਼ਤ ਕਾਰਬਨ ਲਈ ਬਾਲ ਮਿਲਿੰਗ ਦੀ ਮਹੱਤਵਪੂਰਨ ਸੀਮਾ ਇਹ ਹੈ ਕਿ ਬਹੁਤ ਜ਼ਿਆਦਾ ਪ੍ਰਭਾਵ ਊਰਜਾ ਬੰਦ ਪੋਰਸ ਨੂੰ ਢਾਹ ਦਿੰਦੀ ਹੈ। ਇੱਕ ਤਰਲ ਬੈੱਡ ਜੈੱਟ ਮਿੱਲ ਵਿੱਚ, ਪੀਸਣ ਵਾਲੀ ਊਰਜਾ ਨੂੰ ਗੈਸ ਪ੍ਰੈਸ਼ਰ (ਆਮ ਤੌਰ 'ਤੇ 4-8 ਬਾਰ) ਅਤੇ ਜੈੱਟ ਸੰਰਚਨਾ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਮਹੱਤਵਪੂਰਨ ਤੌਰ 'ਤੇ, ਹਰੇਕ ਕਣ ਨੂੰ ਦਿੱਤੀ ਜਾਣ ਵਾਲੀ ਕੁੱਲ ਊਰਜਾ ਪੀਸਣ ਵਾਲੇ ਜ਼ੋਨ ਵਿੱਚ ਨਿਵਾਸ ਸਮੇਂ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜਿਸਨੂੰ ਏਕੀਕ੍ਰਿਤ ਵਰਗੀਕਰਣ ਚੱਕਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਜਦੋਂ ਇੱਕ ਕਣ ਨਿਸ਼ਾਨਾ ਆਕਾਰ ਤੱਕ ਪਹੁੰਚਦਾ ਹੈ, ਤਾਂ ਵਰਗੀਕਰਣ ਇਸਨੂੰ ਤੁਰੰਤ ਪੀਸਣ ਵਾਲੇ ਜ਼ੋਨ ਤੋਂ ਹਟਾ ਦਿੰਦਾ ਹੈ। ਇਹ ਵਾਧੂ ਪ੍ਰਭਾਵ ਘਟਨਾਵਾਂ ਦੇ ਅਧੀਨ ਨਹੀਂ ਹੁੰਦਾ ਹੈ ਜੋ ਇਸਦੇ ਪੋਰਸ ਢਾਂਚੇ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾ ਸਕਦੀਆਂ ਹਨ। ਔਨ-ਸਪੈਕ ਕਣਾਂ ਦਾ ਇਹ ਤੁਰੰਤ ਹਟਾਉਣਾ ਉਹ ਹੈ ਜੋ ਜੈੱਟ ਮਿੱਲ ਨੂੰ ਓਵਰ-ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਬਿਨਾਂ ਟੀਚਾ D50 ਪ੍ਰਾਪਤ ਕਰਨ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ ਜੋ ਇੱਕ ਬਾਲ ਮਿੱਲ ਵਿੱਚ ਬੰਦ ਪੋਰਸ ਨੂੰ ਨਸ਼ਟ ਕਰ ਦਿੰਦਾ ਹੈ।.
ਪੀਸਣ ਵਾਲੇ ਦਬਾਅ ਨੂੰ ਵੀ ਟਿਊਨ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਘੱਟ ਦਬਾਅ ਘੱਟ ਤੀਬਰ ਟੱਕਰਾਂ ਪੈਦਾ ਕਰਦਾ ਹੈ, ਜੋ ਕਿ ਸਖ਼ਤ ਕਾਰਬਨ ਲਈ ਢੁਕਵਾਂ ਹੈ ਜਿੱਥੇ ਪੋਰ ਸੰਭਾਲ ਤਰਜੀਹ ਹੈ। ਉੱਚ ਦਬਾਅ ਉਦੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ ਜਦੋਂ ਕਣਾਂ ਦੇ ਆਕਾਰ ਨੂੰ ਘਟਾਉਣਾ ਮੁੱਖ ਉਦੇਸ਼ ਹੁੰਦਾ ਹੈ। ਇਹ ਟਿਊਨੇਬਿਲਟੀ ਪ੍ਰਕਿਰਿਆ ਇੰਜੀਨੀਅਰ ਨੂੰ ਇੱਕ ਖਾਸ ਹਾਰਡ ਕਾਰਬਨ ਫਾਰਮੂਲੇਸ਼ਨ ਲਈ ਆਕਾਰ ਘਟਾਉਣ, ਗੋਲਾਕਾਰੀਕਰਨ ਅਤੇ ਪੋਰ ਸੰਭਾਲ ਵਿਚਕਾਰ ਸੰਤੁਲਨ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਉਣ ਦੀ ਆਗਿਆ ਦਿੰਦੀ ਹੈ।.
ਨਾਈਟ੍ਰੋਜਨ ਵਾਯੂਮੰਡਲ: ਸਤ੍ਹਾ ਦੇ ਆਕਸੀਕਰਨ ਨੂੰ ਰੋਕਣਾ
ਸਖ਼ਤ ਕਾਰਬਨ ਸਤਹਾਂ, ਖਾਸ ਤੌਰ 'ਤੇ ਉਹ ਜਿਨ੍ਹਾਂ ਨੂੰ ਤਾਜ਼ੇ ਕਣਾਂ ਦੇ ਆਕਾਰ ਵਿੱਚ ਤਾਜ਼ੇ ਤੌਰ 'ਤੇ ਪ੍ਰੋਸੈਸ ਕੀਤਾ ਗਿਆ ਹੈ ਅਤੇ ਤਾਜ਼ੀਆਂ ਸਤਹਾਂ ਨੂੰ ਖੋਲ੍ਹਿਆ ਗਿਆ ਹੈ, ਹਵਾ ਵਿੱਚ ਆਕਸੀਕਰਨ ਲਈ ਸੰਵੇਦਨਸ਼ੀਲ ਹੁੰਦੀਆਂ ਹਨ। ਸਤਹ ਆਕਸੀਕਰਨ ਆਕਸੀਜਨ-ਯੁਕਤ ਕਾਰਜਸ਼ੀਲ ਸਮੂਹਾਂ ਨੂੰ ਪੇਸ਼ ਕਰਦਾ ਹੈ - ਉਹੀ ਸਮੂਹ ਜੋ ਪਲਾਜ਼ਮਾ ਇਲਾਜ ਨੂੰ ਹਟਾਉਂਦੇ ਹਨ - ਜੋ SEI ਗਠਨ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ ਅਤੇ ICE ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ। ਜੈੱਟ ਮਿੱਲਾਂ ਨੂੰ ਇੱਕ ਬੰਦ ਨਾਈਟ੍ਰੋਜਨ ਵਾਯੂਮੰਡਲ ਵਿੱਚ ਚਲਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਜਿਸ ਵਿੱਚ ਸੰਕੁਚਿਤ ਹਵਾ ਦੀ ਬਜਾਏ ਪੀਸਣ ਵਾਲੀ ਗੈਸ ਦੇ ਰੂਪ ਵਿੱਚ ਨਾਈਟ੍ਰੋਜਨ ਹੁੰਦਾ ਹੈ। ਇਹ ਮਿਲਿੰਗ ਸਟੈਪ ਦੌਰਾਨ ਤਾਜ਼ੇ ਪੈਦਾ ਹੋਈਆਂ ਸਤਹਾਂ ਦੇ ਕਿਸੇ ਵੀ ਆਕਸੀਕਰਨ ਨੂੰ ਰੋਕਦਾ ਹੈ। ਇਹ ਖਾਸ ਤੌਰ 'ਤੇ ਆਕਸੀਜਨ-ਸੰਵੇਦਨਸ਼ੀਲ ਪੂਰਵਗਾਮੀਆਂ ਤੋਂ ਸਖ਼ਤ ਕਾਰਬਨ ਲਈ ਜਾਂ ਉਹਨਾਂ ਸਮੱਗਰੀਆਂ ਲਈ ਮਹੱਤਵਪੂਰਨ ਹੈ ਜਿੱਥੇ ਸਤਹ ਰਸਾਇਣ ਨੂੰ ਸਖ਼ਤੀ ਨਾਲ ਨਿਰਧਾਰਤ ਕੀਤਾ ਗਿਆ ਹੈ।.
SIB ਐਨੋਡ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਕਣਾਂ ਦਾ ਆਕਾਰ ਅਤੇ ਗੋਲਾਕਾਰਤਾ
ਸੋਡੀਅਮ-ਆਇਨ ਬੈਟਰੀਆਂ ਵਿੱਚ ਹਾਰਡ ਕਾਰਬਨ ਐਨੋਡ ਪਾਊਡਰ ਲਈ ਆਮ ਕਣ ਆਕਾਰ ਦੇ ਟੀਚੇ 5-12 ਮਾਈਕਰੋਨ ਰੇਂਜ ਵਿੱਚ D50 ਹਨ। ਇਸਦਾ D97 20-25 ਮਾਈਕਰੋਨ ਤੋਂ ਘੱਟ ਹੈ। ਇਹ ਰੇਂਜ ਇਲੈਕਟ੍ਰੋਡ ਪੈਕਿੰਗ ਘਣਤਾ, ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਪਹੁੰਚਯੋਗਤਾ, ਅਤੇ ਕਣ ਦੇ ਅੰਦਰ ਸੋਡੀਅਮ ਪ੍ਰਸਾਰ ਮਾਰਗ ਦੀ ਲੰਬਾਈ ਨੂੰ ਸੰਤੁਲਿਤ ਕਰਦੀ ਹੈ। ਏਕੀਕ੍ਰਿਤ ਗਤੀਸ਼ੀਲ ਵਰਗੀਕਰਣ ਵਾਲੀ ਇੱਕ ਤਰਲ ਬੈੱਡ ਜੈੱਟ ਮਿੱਲ ਇੱਕ ਨਿਯੰਤਰਿਤ D97 ਉਪਰਲੀ ਸੀਮਾ ਦੇ ਨਾਲ ਇਸ ਰੇਂਜ ਵਿੱਚ ਲਗਾਤਾਰ ਸਖ਼ਤ ਕਾਰਬਨ ਪੈਦਾ ਕਰ ਸਕਦੀ ਹੈ। ਵਰਗੀਕਰਣ ਵੱਡੇ ਆਕਾਰ ਦੇ ਕਣਾਂ ਨੂੰ ਉਤਪਾਦ ਸਟ੍ਰੀਮ ਵਿੱਚ ਰਿਪੋਰਟ ਕਰਨ ਤੋਂ ਰੋਕਦਾ ਹੈ। ਇਹ ਖਾਸ ਤੌਰ 'ਤੇ ਇਲੈਕਟ੍ਰੋਡ ਕੋਟਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਲਈ ਮਹੱਤਵਪੂਰਨ ਹੈ ਜੋ ਕਣ ਆਕਾਰ ਦੇ ਬਾਹਰਲੇ ਹਿੱਸਿਆਂ ਪ੍ਰਤੀ ਸੰਵੇਦਨਸ਼ੀਲ ਹੁੰਦੀਆਂ ਹਨ।.
| ਫੈਕਟਰ | ਬਾਲ ਮਿਲਿੰਗ | ਫਲੂਡਾਈਜ਼ਡ ਬੈੱਡ ਜੈੱਟ ਮਿਲਿੰਗ |
| ਧਾਤ ਦੀ ਦੂਸ਼ਿਤਤਾ | ਹਾਂ — ਮੀਡੀਆ ਅਤੇ ਲਾਈਨਰ ਵੀਅਰ | ਕੋਈ ਨਹੀਂ — ਕੋਈ ਮੀਡੀਆ ਨਹੀਂ |
| ਬੰਦ ਰੋਮ-ਰੋਮ ਸੰਭਾਲ | ਉੱਚ ਊਰਜਾ ਇਨਪੁਟ ਜਾਂ ਲੰਬੀ ਮਿਲਿੰਗ 'ਤੇ ਜੋਖਮ | ਬਿਹਤਰ — ਵਰਗੀਕਰਣ ਓਵਰ-ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਕਣਾਂ ਨੂੰ ਹਟਾ ਦਿੰਦਾ ਹੈ |
| ਮਾਈਕ੍ਰੋਪੋਰ ਪੀੜ੍ਹੀ | ਬਹੁਤ ਜ਼ਿਆਦਾ ਮਿਲਿੰਗ ਨਾਲ ਉੱਚ ਜੋਖਮ | ਘੱਟ — ਨਿਯੰਤਰਿਤ ਪ੍ਰਭਾਵ ਊਰਜਾ |
| D97 ਕੰਟਰੋਲ | ਬਾਹਰੀ ਵਰਗੀਕਰਣ ਦੀ ਲੋੜ ਹੈ; ਘੱਟ ਸਟੀਕ | ਏਕੀਕ੍ਰਿਤ ਵਰਗੀਕਰਣ — ਸਖ਼ਤ ਉੱਪਰਲਾ ਕੱਟ |
| ਨਾਈਟ੍ਰੋਜਨ ਵਾਯੂਮੰਡਲ ਵਿਕਲਪ | ਗਿੱਲੀ/ਸੁੱਕੀ ਬਾਲ ਮਿੱਲ ਲਈ ਗੁੰਝਲਦਾਰ ਅਤੇ ਮਹਿੰਗਾ | ਜੈੱਟ ਮਿੱਲ ਲਈ ਮਿਆਰੀ ਵਿਕਲਪ |
| ਸਤ੍ਹਾ ਦੇ ਆਕਸੀਕਰਨ ਦਾ ਜੋਖਮ | ਦਰਮਿਆਨਾ — ਮੀਡੀਆ ਸੰਪਰਕ ਗਰਮੀ ਪੈਦਾ ਕਰਦਾ ਹੈ | ਗੈਸ ਫੈਲਾਅ ਤੋਂ ਘੱਟ — ਠੰਢਾ ਪ੍ਰਭਾਵ; N2 ਵਿਕਲਪ |
| ਗੋਲਾਕਾਰੀਕਰਨ ਵਿਧੀ | ਮਕੈਨੀਕਲ ਘ੍ਰਿਣਾ (ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਪਰ ਅਨੁਕੂਲਤਾ ਦੀ ਲੋੜ ਹੈ) | ਘੱਟ-ਊਰਜਾ ਵਾਲੇ ਕਣਾਂ ਦੀ ਵਾਰ-ਵਾਰ ਟੱਕਰ (ਹਲਕੀ) |
| ਸੋਡੀਅਮ-ਆਇਨ ਬੈਟਰੀ ਐਨੋਡਾਂ ਲਈ ਹਾਰਡ ਕਾਰਬਨ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ? EPIC ਪਾਊਡਰ ਮਸ਼ੀਨਰੀ ਦੀਆਂ ਤਰਲ ਬੈੱਡ ਜੈੱਟ ਮਿੱਲਾਂ ਨੂੰ ਸਖ਼ਤ ਕਾਰਬਨ ਅਤੇ ਹੋਰ ਸੋਡੀਅਮ-ਆਇਨ ਬੈਟਰੀ ਐਨੋਡ ਸਮੱਗਰੀਆਂ ਲਈ ਸੰਰਚਿਤ ਕੀਤਾ ਗਿਆ ਹੈ - ਬੰਦ ਨਾਈਟ੍ਰੋਜਨ ਵਾਯੂਮੰਡਲ ਵਿੱਚ ਰੂਪ ਵਿਗਿਆਨ-ਨਿਯੰਤਰਿਤ, ਗੰਦਗੀ-ਮੁਕਤ ਕਣ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹੋਏ। ਅਸੀਂ ਤੁਹਾਡੇ ਸਖ਼ਤ ਕਾਰਬਨ ਸਮੱਗਰੀ 'ਤੇ ਮੁਫ਼ਤ ਟੈਸਟ ਗ੍ਰਿੰਡ ਅਤੇ ਵਾਪਸੀ PSD ਡੇਟਾ, ਗੋਲਾਕਾਰਤਾ ਦੀ ਪੁਸ਼ਟੀ ਕਰਨ ਵਾਲੇ SEM ਚਿੱਤਰ, BET ਸਤਹ ਖੇਤਰ ਮਾਪ, ਅਤੇ ਇੱਕ ਸਿਫ਼ਾਰਸ਼ ਕੀਤੀ ਪ੍ਰਕਿਰਿਆ ਸੰਰਚਨਾ ਦੀ ਪੇਸ਼ਕਸ਼ ਕਰਦੇ ਹਾਂ। ਸਾਨੂੰ ਆਪਣੀ ਪੂਰਵਗਾਮੀ ਕਿਸਮ, ਟੀਚਾ D50, ਲੋੜੀਂਦੀ ਗੋਲਾਕਾਰਤਾ, ਅਤੇ ਕੀ ਤੁਹਾਡੀ ਐਪਲੀਕੇਸ਼ਨ ਲਈ ਨਾਈਟ੍ਰੋਜਨ ਵਾਯੂਮੰਡਲ ਦੀ ਲੋੜ ਹੈ, ਦੱਸੋ।. ਮੁਫ਼ਤ ਹਾਰਡ ਕਾਰਬਨ ਟੈਸਟ ਗ੍ਰਾਈਂਡ ਲਈ ਬੇਨਤੀ ਕਰੋ: www.jet-mills.com/contact-us ਸਾਡੇ ਸੋਡੀਅਮ-ਆਇਨ ਬੈਟਰੀ ਮਟੀਰੀਅਲ ਸਮਾਧਾਨਾਂ ਦੀ ਪੜਚੋਲ ਕਰੋ: www.jet-mills.com |
ਐਪਿਕ ਪਾਊਡਰ
ਐਪਿਕ ਪਾਊਡਰ, ਅਲਟਰਾਫਾਈਨ ਪਾਊਡਰ ਉਦਯੋਗ ਵਿੱਚ 20+ ਸਾਲਾਂ ਦਾ ਤਜਰਬਾ। ਅਲਟਰਾ-ਫਾਈਨ ਪਾਊਡਰ ਦੇ ਭਵਿੱਖੀ ਵਿਕਾਸ ਨੂੰ ਸਰਗਰਮੀ ਨਾਲ ਉਤਸ਼ਾਹਿਤ ਕਰੋ, ਅਲਟਰਾ-ਫਾਈਨ ਪਾਊਡਰ ਨੂੰ ਕੁਚਲਣ, ਪੀਸਣ, ਵਰਗੀਕਰਨ ਅਤੇ ਸੋਧ ਪ੍ਰਕਿਰਿਆ 'ਤੇ ਧਿਆਨ ਕੇਂਦਰਿਤ ਕਰੋ।. ਸਾਡੇ ਨਾਲ ਸੰਪਰਕ ਕਰੋ ਮੁਫ਼ਤ ਸਲਾਹ-ਮਸ਼ਵਰੇ ਅਤੇ ਅਨੁਕੂਲਿਤ ਹੱਲਾਂ ਲਈ! ਸਾਡੀ ਮਾਹਰ ਟੀਮ ਤੁਹਾਡੇ ਪਾਊਡਰ ਪ੍ਰੋਸੈਸਿੰਗ ਦੇ ਮੁੱਲ ਨੂੰ ਵੱਧ ਤੋਂ ਵੱਧ ਕਰਨ ਲਈ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਉਤਪਾਦ ਅਤੇ ਸੇਵਾਵਾਂ ਪ੍ਰਦਾਨ ਕਰ ਸਕਦੀ ਹੈ। ਐਪਿਕ ਪਾਊਡਰ—ਤੁਹਾਡਾ ਭਰੋਸੇਯੋਗ ਪਾਊਡਰ ਪ੍ਰੋਸੈਸਿੰਗ ਮਾਹਰ!

"ਪੜ੍ਹਨ ਲਈ ਧੰਨਵਾਦ। ਮੈਨੂੰ ਉਮੀਦ ਹੈ ਕਿ ਮੇਰਾ ਲੇਖ ਮਦਦ ਕਰੇਗਾ। ਕਿਰਪਾ ਕਰਕੇ ਹੇਠਾਂ ਇੱਕ ਟਿੱਪਣੀ ਛੱਡੋ। ਤੁਸੀਂ ਵੀ EPIC ਨਾਲ ਸੰਪਰਕ ਕਰੋ ਪਾਊਡਰ ਔਨਲਾਈਨ ਗਾਹਕ ਪ੍ਰਤੀਨਿਧੀ ਜ਼ੈਲਡਾ ਕਿਸੇ ਵੀ ਹੋਰ ਪੁੱਛਗਿੱਛ ਲਈ।"
- ਜੇਸਨ ਵਾਂਗ, ਇੰਜੀਨੀਅਰ