В настоящее время твердый углерод является ведущим коммерческим материалом для анодов. натрий-ионные батареи (SIBs). Он обеспечивает практичную емкость хранения натрия 200-350 мАч/г и работает при достаточно низком потенциале, чтобы быть полезным в конфигурациях полноэлементных батарей. Препятствием для более широкого внедрения является первоначальная Кулоновская эффективность (ICE): отношение емкости разряда в первом цикле к емкости заряда в первом цикле. Для многих твердых углеродных материалов ICE находится в диапазоне 70-85%. Это означает, что 15-30% натрия, введенного во время первого заряда, необратимо теряется и никогда не восстанавливается. В полностью работоспособном элементе эти потерянные атомы натрия должны компенсироваться дополнительным катодным материалом. Это увеличивает вес, объем и стоимость конструкции элемента.
Исследователи хорошо понимают два механизма, лежащие в основе низкой эффективности инжекции электронов (ICE): необратимое потребление натрия во время образования SEI-пленки на поверхности анода и необратимое захватывание ионов натрия в поверхностных дефектах и функциональных группах. Однако в контексте производства реже обсуждается тот факт, что морфология порошка твердого углеродного материала напрямую влияет на оба механизма. В частности, морфология порошка влияет на форму частиц (сферичность), удельную площадь поверхности и пористую структуру. Это параметры, которые в первую очередь определяются этапом обработки частиц, а не химическим процессом синтеза.
В этой статье рассматриваются механистические связи между морфологией порошка и ICE (эффектом псевдоожиженного слоя), практические ограничения, которые это накладывает на методы контроля морфологии, и причины, по которым следует использовать псевдоожиженный слой. струйное фрезерование Предлагает преимущества по сравнению с традиционным шаровым измельчением при обработке твердых углеродистых материалов.

Проблема SEI-пленки: почему важны площадь поверхности и форма.
В течение первого цикла зарядки натрий-ионного аккумулятора электролит термодинамически нестабилен при потенциале твердого углеродного анода. Он разлагается на поверхности углерода, образуя SEI-пленку — смешанный органическо-неорганический пассивирующий слой, который является ионно-проводящим (ионы натрия проходят через него), но электронно-изолирующим (он предотвращает дальнейшее разложение электролита после образования). SEI необходим: без него электролит продолжал бы разлагаться на протяжении всего срока службы элемента. Но его образование необратимо расходует натрий, и это является основной проблемой ICE (электрохимического двигателя внутреннего сгорания).
Два морфологических фактора определяют, сколько натрия потребляет образование SEI. Во-первых, удельная площадь поверхности: образование пленки SEI происходит на границе раздела углерод-электролит. Большая площадь поверхности раздела означает больше SEI, а значит, и больше потребляемого натрия. Твердый углеродный порошок с высокой удельной площадью поверхности, обусловленной обилием открытых пор, шероховатостью поверхности или очень малым размером частиц, будет терять больше натрия в результате образования SEI, чем порошок с меньшей удельной площадью поверхности при эквивалентной емкости. Во-вторых, поверхностные дефекты и функциональные группы: кислородсодержащие поверхностные функциональные группы (–COOH, –OH) преимущественно реагируют с электролитом и необратимо захватывают ионы натрия путем адсорбции. Поверхностные дефекты — краевые участки, разорванные углеродные связи, оборванные связи — также обладают реакционной способностью. Оба типа дефектов присутствуют в большей плотности на частицах неправильной формы с острыми краями и углами, чем на гладких, округлых частицах.
Как форма частиц влияет на ICE
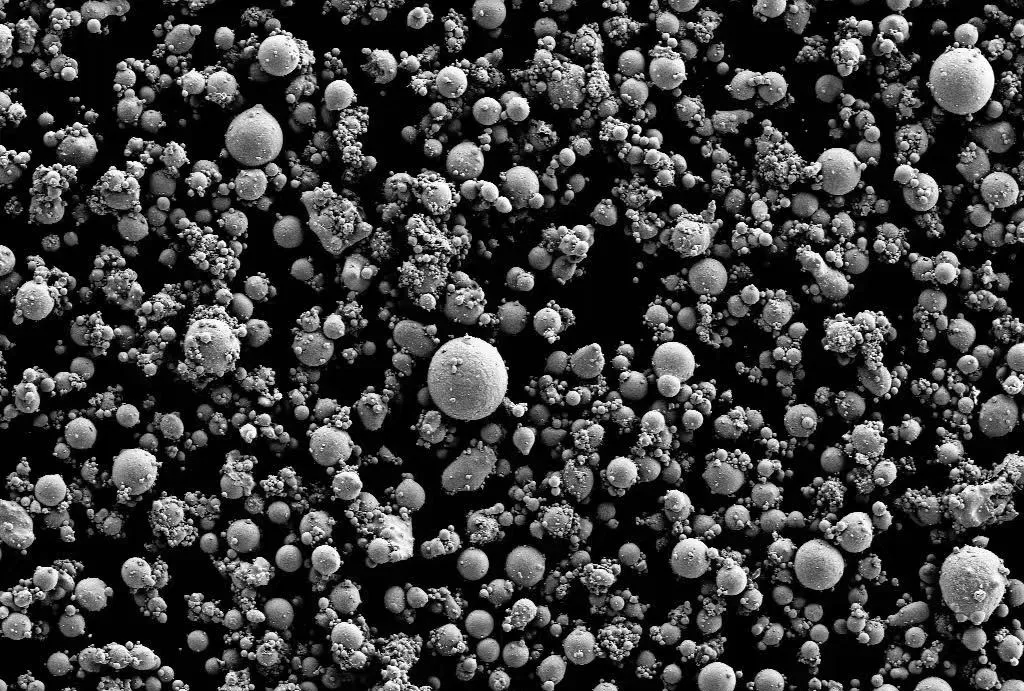
Влияние формы частиц на ICE проявляется через описанные выше механизмы удельной площади поверхности и плотности поверхностных дефектов. Неправильные частицы — вытянутые фрагменты, угловатые осколки, плоские пластинки — имеют большую площадь поверхности на единицу объема, чем сферические частицы эквивалентного среднего размера. Они также имеют больше граней, углов и поверхностных разрывов, где концентрируются дефекты.
Исследование, опубликованное в журнале ACS Nano, показало, что модуляция состояния гибридизации орбиталей углеродных материалов с целью обогащения sp2-гибридизованного углерода на границе раздела фаз может снизить энергию связывания электролита и подавить неравномерный рост SEI. На практике это означает, что предпочтительнее более округлая поверхность частиц с меньшей плотностью дефектов — и сферичность является параметром обработки, который наиболее непосредственно определяет, будет ли поверхность частиц гладкой и с преобладанием sp2-гибридизации или шероховатой и богатой дефектами.
Более высокая сферичность также улучшает плотность упаковки электрода (насыпную плотность), что позволяет использовать больше активного материала на единицу объема электрода и снижает соотношение электролита к активному материалу в электроде, дополнительно ограничивая образование SEI.

Как структура пор влияет на ICE
Твердый углерод содержит три различных типа пор, каждый из которых по-разному влияет на накопление натрия и ICE (ионный углерод).
Открытые поры и удельная площадь поверхности
Открытые поры — мезопоры и макропоры, доступные для электролита, — увеличивают удельную площадь поверхности и обеспечивают дополнительную поверхность для разложения электролита и образования твердого электролитного слоя (SEI). Площадь поверхности BET твердого углерода для натрий-ионных аккумуляторов обычно находится в диапазоне 2–15 м²/г; материалы с более высоким значением этого диапазона теряют пропорционально больше натрия в SEI. Открытые поры полезны для смачивания электролитом и кинетики переноса ионов натрия, но обходятся дорого с точки зрения эффективности использования электролита (ICE). Цель обработки состоит в минимизации ненужной открытой пористости при сохранении закрытых пор.
Микропоры и улавливание натрия
Микропоры, особенно ультрамикропоры размером менее 0,7 нм, являются основным местом необратимого захвата натрия. Исследование, опубликованное в журнале Nature Communications, показало, что процесс десольвации ионов натрия в нанопорах значительно влияет на ICE (ионный электролит): ионы натрия, проникающие в поры размером менее 0,7 нм, после десольвации не могут легко выйти наружу и теряются из-за необратимого накопления. Кроме того, микропоры увеличивают площадь контакта между электролитом и углеродом, способствуя неравномерному образованию SEI (твердого электролитного слоя).
Последствия для обработки частиц: любой метод, создающий дополнительные микропоры в структуре твердого углерода, ухудшает эффективность ICE. Это специфическое ограничение традиционного высокоэнергетического шарового измельчения твердого углерода. Механические силы разрывают связи C–C, генерируя свободные радикалы и поверхностные дефекты, которые в процессе последующей термической обработки образуют множество микропор. Контролируемое шаровое измельчение может быть полезно для первоначального уменьшения размера частиц, но параметры должны быть строго ограничены, чтобы избежать чрезмерного образования микропор.
Закрытые поры и хранение натрия
Недоступные для электролита полости представляют собой наиболее сложный и ценный тип пор в твердом углероде для натрий-ионных аккумуляторов. Закрытые поры размером 2-3 нм являются основными местами для механизма ‘заполнения пор’ и хранения натрия, который обеспечивает твердому углероду высокую емкость при низком потенциале (ниже 0,1 В относительно Na/Na+). Поскольку электролит не может проникнуть в закрытые поры, хранящийся в них натрий не участвует в образовании SEI. Это положительное хранение натрия за счет эффекта ICE (Enhanced Ice Entity). Исследования, опубликованные в журнале Advanced Functional Materials, показали, что регулирование размера и распределения закрытых пор улучшает кинетику диффузии натрия и скоростные характеристики.
Поэтому сохранение закрытых пор в процессе обработки частиц имеет решающее значение. Длительная или высокоэнергетическая механическая обработка, особенно продолжительное вибрационное шаровое измельчение, может разрушить закрытые поры под действием сжимающих ударных сил, устраняя те самые участки, которые делают твердый углерод эффективным анодом для натрий-ионных аккумуляторов. Это палка о двух концах при шаровом измельчении твердого углерода. То же механическое воздействие, которое приводит к уменьшению размера и сфероидизации, может разрушить пористую структуру, определяющую электрохимические характеристики.
| Тип пор | Диапазон размеров | Эффект ICE | Последствия обработки |
| Открытые поры (мезопоры) | 2-50 нм | Отрицательный эффект — увеличивает образование SEI. | Сведите к минимуму; по возможности поддерживайте площадь поверхности BET ниже 5 м2/г. |
| Ультрамикропоры | < 0,7 нм | Сильно отрицательное значение — необратимое улавливание Na | Избегайте образования отложений в процессе обработки; избегайте чрезмерного измельчения в шаровой мельнице. |
| Закрытые поры (оптимально) | 2-3 нм | Положительные стороны — высокоемкое, нейтральное к ICE хранилище натрия. | Сохраняйте продукт в процессе обработки; избегайте воздействия высоких энергетических сил. |
Методы контроля морфологии: плазменная обработка и шаровое измельчение.
Плазменная обработка: очистка поверхности без повреждения пор.
Плазменная обработка, в частности диэлектрический барьерный разряд (ДБР) в восстановительной атмосфере, такой как H2 или CO, — это метод поверхностной инженерии. Он решает проблему функциональных групп, не нарушая объемную пористую структуру. Высокоэнергетические плазменные частицы травят и удаляют поверхностные кислородсодержащие группы (–COOH, –OH), которые в противном случае необратимо захватывали бы натрий. Та же обработка может восстанавливать поверхностные дефекты и вызывать частичную графитизацию самого внешнего поверхностного слоя. Она также может улучшить как ICE (электрохимическую проводимость), так и межфазную проводимость.
Практическое ограничение плазменной обработки заключается в том, что она воздействует на существующую морфологию поверхности. Она не может изменить размер или сферичность частиц. Твердый углерод, выходящий из пиролиза в виде неправильных угловатых фрагментов, останется неправильным после плазменной обработки, сохраняя морфологию с большой площадью поверхности и высокой плотностью дефектов, что ограничивает эффективность ICE. Плазменная обработка наиболее эффективна в качестве постобработки после того, как форма и размер частиц уже оптимизированы путем измельчения.
Шаровое измельчение: полезный метод, но требующий строгого контроля параметров.
Шаровое измельчение позволяет как уменьшить размер частиц, так и частично сфероидизировать твердый углерод. Высокоэнергетическое шаровое измельчение с оптимизированным временем измельчения и размером частиц позволяет получать частицы субмикронного и микронного масштаба с повышенной округлостью по сравнению с нерегулярными фрагментами, полученными в результате пиролиза. Механические силы во время измельчения также могут регулировать структуру пор: твердый углерод на основе смолы и фенольной смолы демонстрирует повышенное содержание закрытых пор после контролируемого шарового измельчения с последующей термической обработкой.
Однако те же механические силы, которые вызывают эти полезные эффекты, могут разрушать существующие закрытые поры. Это происходит, если параметры измельчения не контролируются должным образом. Чрезмерное увеличение удельной поверхности за счет образования микропор приводит к загрязнению металлами из-за износа рабочей среды. Допустимый уровень энергии измельчения ограничен сверху началом схлопывания пор и снизу недостаточным измельчением или сфероидизацией. Этот диапазон уже для твердого углерода, чем для большинства минералов. Он зависит от конкретного прекурсора и условий пиролиза. Контроль параметров измельчения требует эмпирической оптимизации для каждой рецептуры твердого углерода.
Применение струйной обработки: преимущества перед шаровой мельницей для твердого углерода

Струйное измельчение в псевдоожиженном слое позволяет устранить ряд ограничений шарового измельчения, характерных именно для обработки твердого углерода при изготовлении анодов для натрий-ионных батарей.
Отсутствие абразивных материалов: нулевое загрязнение металлом.
Струйное измельчение измельчает твердый углерод исключительно за счет столкновений частиц, вызванных струями сжатого газа. Отсутствуют измельчающие элементы и контакт между ними. Исключается загрязнение металлами в результате износа — железом, хромом и другими металлами, которые стальные или даже керамические шаровые измельчители вносят в продукт. Для материалов анодов натрий-ионных батарей, где металлические примеси могут катализировать разложение SEI или вносить электрохимически активные вещества, обработка без загрязнений является существенным преимуществом.
Контролируемая энергия удара: сохранение закрытых пор
Критическим ограничением шарового измельчения твердого углерода является то, что чрезмерная энергия удара разрушает закрытые поры. В струйной мельнице с псевдоожиженным слоем энергия измельчения контролируется давлением газа (обычно 4-8 бар) и конфигурацией струи. Важно отметить, что общая энергия, передаваемая каждой частице, определяется временем пребывания в зоне измельчения, которое контролируется встроенным классификатором. Когда частица достигает целевого размера, классификатор немедленно удаляет ее из зоны измельчения. Она не подвергается дополнительным ударным воздействиям, которые могли бы повредить ее пористую структуру. Именно это быстрое удаление частиц, соответствующих заданным параметрам, позволяет струйной мельнице достигать целевого значения D50 без чрезмерной обработки, которая разрушает закрытые поры в шаровой мельнице.
Давление измельчения также можно регулировать. Более низкое давление приводит к менее интенсивным столкновениям, что подходит для твердого углерода, где приоритетом является сохранение пористости. Более высокое давление используется, когда основной целью является уменьшение размера частиц. Такая возможность регулировки позволяет инженеру-технологу оптимизировать баланс между уменьшением размера, сфероидизацией и сохранением пористости для конкретной рецептуры твердого углерода.
Азотная атмосфера: предотвращение окисления поверхностей.
Твердые углеродные поверхности, особенно те, которые были недавно обработаны до более мелких частиц с открытыми свежими поверхностями, подвержены окислению на воздухе. Окисление поверхности приводит к образованию кислородсодержащих функциональных групп — тех же групп, которые удаляются плазменной обработкой, — что увеличивает образование SEI и снижает ICE. Струйные мельницы могут работать в закрытой азотной атмосфере, используя азот в качестве измельчающего газа вместо сжатого воздуха. Это предотвращает любое окисление свежеобразованных поверхностей на этапе измельчения. Это особенно важно для твердого углерода из чувствительных к кислороду прекурсоров или для материалов, химический состав поверхности которых строго задан.
Размер и сферичность частиц для применения в анодах натрий-ионных аккумуляторов
Типичные целевые значения размера частиц для порошков твердого углерода в анодах натрий-ионных батарей составляют D50 в диапазоне 5-12 микрон. Значение D97 находится ниже 20-25 микрон. Этот диапазон обеспечивает баланс между плотностью упаковки электрода, доступностью электролита и длиной пути диффузии натрия внутри частицы. Струйная мельница с псевдоожиженным слоем и встроенным динамическим классификатором позволяет стабильно получать твердый углерод в этом диапазоне с контролируемым верхним пределом D97. Классификатор предотвращает попадание в поток продукта частиц слишком большого размера. Это особенно важно для процессов нанесения покрытия на электроды, чувствительных к отклонениям в размере частиц.
| Фактор | Шаровая мельница | струйное фрезерование в псевдоожиженном слое |
| Загрязнение металлами | Да — износ носителей информации и вкладышей. | Никаких — никаких СМИ |
| Сохранение с закрытыми порами | Риск связан с высокими энергозатратами или длительным процессом помола. | Лучше — классификатор удаляет частицы перед избыточной обработкой. |
| генерация микропор | Высокий риск при чрезмерном измельчении. | Более низкая — контролируемая энергия удара |
| контроль D97 | Требуется внешний классификатор; менее точный. | Интегрированный классификатор — сильный апперкот |
| вариант с азотной атмосферой | Сложная и дорогостоящая шаровая мельница для мокрой/сухой обработки. | Стандартный вариант для струйной мельницы |
| Риск окисления поверхности | Умеренный уровень — контакт со СМИ вызывает накал страстей. | Нижний предел — охлаждающий эффект от расширения газа; вариант N2 |
| Механизм сфероидизации | Механическая обработка (эффективна, но требует оптимизации) | Многократные столкновения частиц с низкой энергией (более щадящие) |
| Как обрабатывать твердый углерод для анодов натрий-ионных батарей? ЭПИК Порошок Струйные мельницы с псевдоожиженным слоем от компании Machinery сконструированы для обработки твердого углерода и других материалов для анодов натрий-ионных батарей, обеспечивая контролируемую морфологию частиц без загрязнений в закрытой азотной атмосфере. Мы предлагаем бесплатные пробные измельчения вашего твердого углерода и предоставляем данные о распределении частиц по размерам (PSD), изображения SEM, подтверждающие сферичность, измерения площади поверхности BET и рекомендуемую конфигурацию процесса. Сообщите нам тип вашего прекурсора, целевое значение D50, требуемую сферичность и необходимость использования азотной атмосферы для вашего применения. Закажите бесплатную пробную шлифовку твердой углеродистой стали: www.jet-mills.com/contact-us Ознакомьтесь с нашими решениями в области материалов для натрий-ионных аккумуляторов: www.jet-mills.com |
Эпический порошок
Компания Epic Powder имеет более чем 20-летний опыт работы в индустрии ультратонких порошков. Мы активно содействуем развитию производства ультратонких порошков, уделяя особое внимание процессам дробления, измельчения, классификации и модификации ультратонких порошков. Связаться с нами Бесплатная консультация и индивидуальные решения! Наша команда экспертов предоставит высококачественные продукты и услуги для максимальной эффективности обработки порошков. Epic Powder — ваш надежный эксперт по обработке порошков!

Спасибо за прочтение. Надеюсь, моя статья вам поможет. Пожалуйста, оставьте комментарий ниже. Вы также можете свяжитесь с EPIC Представитель по работе с клиентами Powder Online Зельда для любых дальнейших запросов».
— Джейсон Ван, Инженер