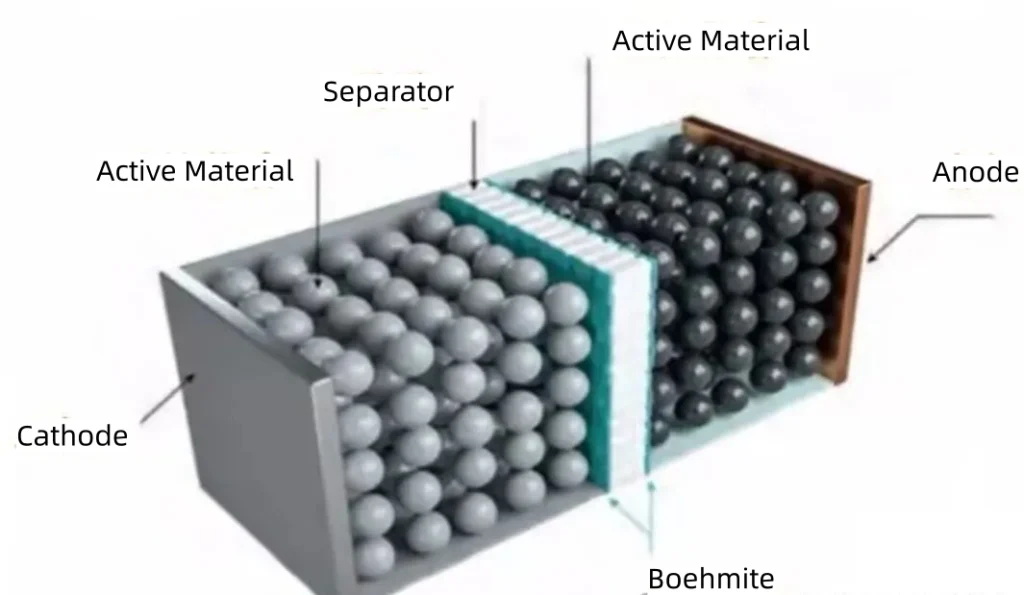
Boehmite (AlO(OH)) has become the dominant ceramic coating material for polyolefin separators in lithium-ion batteries. A 1-4 micron layer of boehmite coated onto a standard polyethylene separator raises its heat-shrinkage onset temperature from approximately 130 degrees C to above 200 degrees C. It’s the thermal margin that distinguishes a battery that enters thermal runaway from one that does not. This article covers the D50 specifications required for different battery applications, how jet milling achieves them without contamination, how it compares to ball milling for boehmite, and what real processing results look like.
The performance of the coating depends almost entirely on the particle size and purity of the boehmite powder. If the D50 is too coarse, the coating is thick, uneven, and increases internal resistance. If magnetic foreign matter (Fe, Ni, Cr from grinding equipment wear) exceeds the specification, micro-shorts can develop at the separator surface. Getting the D50 right — and getting it right without introducing metallic contamination — is where the jet mill’s operating principle has a decisive advantage over ball milling.

Why Boehmite Outperforms Standard Alumina as a Separator Coating
Both boehmite (AlO(OH)) and standard alumina (Al2O3) are aluminium-based ceramics used as separator coatings. The differences matter for manufacturing and performance.
| Property | Boehmite AlO(OH) | Standard Alumina Al2O3 |
| Mohs hardness | 3-4 | 9 |
| Specific gravity | ~3.0 g/cm3 | ~3.9 g/cm3 |
| Thermal behaviour | Endothermic dehydration above 300 degrees C — actively absorbs heat | Stable — no endothermic reaction |
| Effect on coating equipment | Lower hardness reduces roller and knife wear | High hardness causes significant equipment wear |
| Coating thickness achievable | Can achieve uniform 1-2 um coating | Tends to produce thicker, less uniform coatings |
| Electrolyte wettability | Good — hydrophilic surface improves ion transport | Adequate |
The endothermic dehydration behaviour of boehmite is the most important functional difference. When a cell approaches thermal runaway, the boehmite coating absorbs heat as it decomposes, providing a thermal buffer that can mean the difference between a cell that recovers and one that propagates. This mechanism is absent in standard alumina — it remains stable rather than actively absorbing heat.
The lower hardness (Mohs 3-4 vs. 9) matters for manufacturing economics. A coating line that switches from Al2O3 to boehmite typically sees measurably longer service life on coating rollers, slitting knives, and dispersion equipment because the softer particles are less abrasive.
D50 Specifications for Boehmite by Application
The particle size specification for boehmite is not uniform across all battery applications. The D50 target depends on the coating thickness required, the separator substrate, and the performance tier of the battery.
| Application | D50 Target | D97 Max | Key Performance Driver |
| High-end EV separator coating | 200-300 nm | <1,000 nm | Ultra-thin dense coating for maximum energy density; lowest internal resistance addition |
| Mainstream EV and storage separator | 0.5-1.6 um | <4 um | Balance of safety, coating uniformity, and manufacturing consistency |
| Electrode edge coating | 1.0-6.0 um | <15 um | Structural protection and insulation at electrode edges; less demanding PSD requirement |
| Semi-solid / solid-state R&D | 100-400 nm | <1,000 nm | Very fine particle size for experimental high-density coatings; purity critical |
The trend in the industry is toward finer D50 grades. Sub-micron boehmite (D50 below 500 nm) allows thinner coating layers that add less weight and resistance to the separator, which increases cell energy density at the pack level. This is the specification tier where jet milling’s ability to achieve sub-micron D50 without grinding media contamination is most relevant — ball milling becomes increasingly impractical below D50 1 micron for high-purity battery applications.
Why Jet Milling Is the Right Technology for Boehmite

The Contamination Problem with Ball Milling
Boehmite’s battery-grade specification requires magnetic foreign matter (MFM) — the total of Fe, Ni, Cr, and other ferromagnetic particles — to be below strict limits: typically below 50 ppm for mainstream separator grades and below 10 ppm for high-end EV applications. These limits exist because magnetic particles at the separator surface can migrate under the cell’s internal electric field and create a micro-short circuit.
A ball mill processing boehmite with alumina or zirconia grinding media introduces contamination through two pathways. First, direct media wear: media particles chip and fracture, introducing Al2O3 or ZrO2 fragments into the product. Second, liner wear: the mill liner releases metal at measurable rates even with ceramic lining, because the boehmite-plus-media mixture is abrasive against any surface at production throughputs. Measured MFM from a ball mill producing D50 1-2 micron boehmite is typically 30-150 ppm depending on media quality and grinding intensity — borderline or above the mainstream separator specification, and far above the high-end specification.
How Jet Milling Eliminates This Pathway
In a fluidised bed jet mill, size reduction is achieved entirely by particle-on-particle collision. Compressed gas jets accelerate boehmite particles into convergent streams; particles fracture by colliding with each other at high velocity. The only solid surfaces in the product contact path are the chamber walls and the classifier wheel, both of which can be ceramic-lined. There is no grinding media. Metal contamination from the grinding step itself approaches zero.
For the magnetic foreign matter specification, jet milling shifts the quality control challenge from the grinding step to the upstream synthesis and the downstream collection system — both of which are more controllable. A high-gradient magnetic separator (HGMS) positioned after the jet mill provides a final quality gate that captures any residual magnetic particles from the synthesis stage, producing a final product with MFM reliably below 5-10 ppm.
Sub-Micron D50: Where Jet Milling Wins Definitively
Below D50 500 nm, ball milling for boehmite becomes impractical. The grinding media needed to efficiently process particles in this size range must be sub-millimetre (typically 0.1-0.3 mm beads for nano-milling), which are prone to breakage and introduce contamination at rates that exceed the high-end battery specification. Extended grinding times (8-16 hours) are required to reach D50 300 nm, which also increases contamination exposure and processing cost.
A fluidised bed jet mill achieves D50 300-500 nm on boehmite in a single pass at grinding pressures of 6-8 bar, with a processing time measured in minutes rather than hours. The classifier wheel speed controls the D50 cut point; reducing classifier speed finer produces a finer product. This is the combination of speed, precision, and contamination-free processing that makes jet milling the standard technology for high-end boehmite production.
| Factor | Jet Mill (Fluidised Bed) | Ball Mill (Ceramic Media) |
| D50 achievable range | 100 nm – 45 um | 500 nm – 20 um (practical for boehmite) |
| Sub-500 nm capability | Yes — standard for jet mill | Impractical at production scale for battery grade |
| Magnetic foreign matter | Near zero from grinding step | 30-150 ppm typical; media-dependent |
| Processing time (D50 300 nm) | 15-45 minutes | 8-16 hours |
| Boehmite crystal water | Preserved (no heat from media friction) | Risk of partial dehydration with extended wet milling |
| Nitrogen atmosphere option | Standard option for jet mill | Complex and expensive for ball mill |
| Energy cost per tonne | Higher (compressed gas) | Lower at equivalent D50 > 2 um |
Complete Boehmite Production Line
The jet mill is the core of the boehmite processing stage, but the full production line for battery-grade boehmite involves several upstream and downstream steps:
Boehmite Production Line Equipment Sequence
• Synthesis: Reactor kettles — produces AlO(OH) precipitate from aluminium alkoxide or aluminium salt precursors
• Separation: Filter press — removes most of the reaction liquid from the boehmite cake
• Drying: Spray dryer or oven drying — reduces moisture to below 0.5% for dry jet milling
• Core grinding: Fluidised bed jet mill (EPIC Powder) — achieves target D50 with contamination-free particle-on-particle grinding
• Classification: Air classifier — secondary D97 control for the finest grades (optional for standard grades where the jet mill classifier is sufficient)
• Magnetic separation: High-gradient magnetic separator (HGMS), 10,000-15,000 Gauss — removes residual magnetic particles from synthesis
Collection: Pulse bag filter — product collection and clean air exhaust
| Processing Boehmite or Alumina Powder for Battery Applications? EPIC Powder Machinery’s fluidised bed jet mills are configured for boehmite, alumina, and other battery ceramic powders. We offer free test grinds — you supply your boehmite feed and your D50 and magnetic foreign matter specification, and we return full PSD data, ICP analysis for Fe and magnetic impurities, and a recommended process configuration.Tell us your target D50 (sub-micron or micron range), annual production volume, and whether nitrogen atmosphere is required. Request a Free Test Grind: www.jet-mills.com/contact Explore Our Battery Material Jet Mill Range: www.jet-mills.com |
Frequently Asked Questions
Why is boehmite preferred over standard alumina for lithium battery separator coating?
The two materials differ in hardness, density, and thermal behaviour — all of which affect the coating process and the battery’s safety performance. Boehmite (Mohs 3-4) is substantially softer than standard alumina (Mohs 9), which means it causes significantly less wear on coating rollers, slitting knives, and dispersion equipment in the separator manufacturing line. Boehmite’s lower density (approximately 3.0 g/cm3 vs. 3.9 g/cm3 for alumina) means a thinner, lighter coating layer for equivalent protective performance. The most important functional difference is thermal: boehmite undergoes endothermic dehydration above 300 degrees C (the AlO(OH) releases its structural water as steam), which actively absorbs heat during a thermal runaway event. Standard alumina is thermally stable and does not provide this active heat-absorption mechanism. For battery cells where thermal management is a primary safety concern, boehmite’s endothermic behaviour provides a meaningful additional margin.
What D50 should I specify for boehmite when coating EV battery separators?
The D50 specification depends on the cell tier and the coating thickness target. For mainstream EV and energy storage applications using standard polyethylene or polypropylene separators, D50 0.5-1.6 microns is the standard commercial range. At this size, a uniform 2-4 micron coating layer is achievable with standard slot-die or gravure coating processes. For high-energy-density cells in premium EV applications where minimising coating weight and internal resistance is the priority, sub-micron boehmite at D50 200-400 nm enables thinner coating layers (1-2 microns) with better density. For electrode edge coating (a different application from separator surface coating), D50 1-6 microns is typical, with less stringent PSD requirements. In all cases, the D97 and the absence of a coarse tail (particles above 10-15 microns) are as important as D50 — oversized particles create coating defects that reduce the separator’s puncture resistance.
Can a ball mill produce battery-grade boehmite, and when should I consider switching to a jet mill?
A ball mill can produce boehmite in the D50 1-5 micron range at throughputs suitable for smaller-scale production, but two limitations become significant for battery-grade applications. First, magnetic foreign matter: even high-quality ceramic media introduce measurable contamination through wear. For electrode edge coating applications (Fe below 200 ppm), this may be acceptable. For mainstream separator coating (Fe below 50 ppm) and high-end applications (Fe below 10 ppm), ball mill contamination consistently exceeds the specification. Second, sub-micron capability: below D50 500 nm, ball milling becomes impractical for battery-grade boehmite — processing times of 8-16 hours produce only borderline D50 values with high Zr contamination from the sub-millimetre media required. The indication to switch to a jet mill is when your MFM specification tightens below 50 ppm, when you need D50 below 1 micron, or when batch cycle time is limiting your production capacity.
Epic Powder
At Epic Powder, we offer a wide range of equipment models and tailor solutions to meet your specific needs. Our team has more than 20 years experience in various powders processing. Epic Powder is specialized in fine powder processing technology for mineral industry, chemical industry, food industry, pharama industry, etc.
Contact us today for a free consultation and customized solutions!

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative Zelda for any further inquiries.”
— Jason Wang, Engineer