Il carbonio duro è attualmente il principale materiale anodico commerciale per batterie agli ioni di sodio (SIBs). Offre una capacità di accumulo di sodio pratica di 200-350 mAh/g e opera a un potenziale sufficientemente basso da essere utile nelle configurazioni full-cell. L'ostacolo a una più ampia adozione è iniziale Efficienza coulombiana (ICE): il rapporto tra la capacità di scarica del primo ciclo e la capacità di carica del primo ciclo. Per molti materiali a base di carbonio duro, l'ICE è compreso tra 70 e 85%. Ciò significa che 15-30% del sodio inserito durante la prima carica viene perso irreversibilmente e non viene mai recuperato. In una cella completa, questo sodio perso deve essere compensato da materiale catodico aggiuntivo. Questo aumenta il peso, il volume e il costo della cella.
I ricercatori conoscono bene due meccanismi alla base della bassa efficienza coulombica iniziale (ICE): il consumo irreversibile di sodio durante la formazione del film SEI sulla superficie dell'anodo e l'intrappolamento irreversibile degli ioni sodio nei difetti superficiali e nei gruppi funzionali. Tuttavia, nel contesto produttivo, si discute meno ampiamente del fatto che la morfologia della polvere del materiale di carbonio duro influenzi direttamente entrambi i meccanismi. Nello specifico, la morfologia della polvere influenza la forma delle particelle (sfericità), la superficie specifica e la struttura dei pori. Questi sono parametri che vengono determinati principalmente dalla fase di lavorazione delle particelle, non dalla chimica di sintesi.
Questo articolo tratta le connessioni meccanicistiche tra la morfologia delle polveri e l'ICE, i vincoli pratici che ciò impone ai metodi di controllo della morfologia e perché il letto fluidizzato fresatura a getto offre vantaggi rispetto alla macinazione a sfere convenzionale per la lavorazione del carbonio duro.

Il problema del film SEI: perché la superficie e la forma sono importanti
Durante il primo ciclo di carica di una batteria agli ioni di sodio, l'elettrolita è termodinamicamente instabile al potenziale dell'anodo di carbonio duro. Si decompone sulla superficie del carbonio, formando il film SEI (Solid Electrolyte Interphase), uno strato di passivazione misto organico-inorganico che è ionicamente conduttivo (gli ioni di sodio lo attraversano) ma elettricamente isolante (una volta formato, impedisce l'ulteriore decomposizione dell'elettrolita). Il film SEI è essenziale: senza di esso, l'elettrolita continuerebbe a decomporsi per tutta la durata della cella. Tuttavia, la sua formazione consuma sodio in modo irreversibile, e questo è il problema principale delle batterie agli ioni di sodio.
Due fattori morfologici determinano la quantità di sodio consumata dalla formazione dello strato SEI. In primo luogo, la superficie specifica: la formazione del film SEI avviene all'interfaccia carbonio-elettrolita. Maggiore è l'interfaccia, maggiore è la quantità di SEI, e quindi maggiore è il consumo di sodio. Una polvere di carbonio dura con un'elevata superficie specifica, dovuta ad abbondanti pori aperti, rugosità superficiale o dimensioni delle particelle molto piccole, perderà più sodio a causa della formazione dello strato SEI rispetto a una con una superficie specifica inferiore a parità di capacità. In secondo luogo, i difetti superficiali e i gruppi funzionali: i gruppi funzionali superficiali contenenti ossigeno (–COOH, –OH) reagiscono preferenzialmente con l'elettrolita e intrappolano irreversibilmente gli ioni sodio tramite adsorbimento. Anche i difetti superficiali – siti di bordo, legami di carbonio rotti, legami pendenti – sono reattivi in modo simile. Entrambi sono presenti in maggiore densità su particelle di forma irregolare con spigoli e angoli vivi rispetto a particelle lisce e arrotondate.
Come la forma delle particelle influenza il ghiaccio
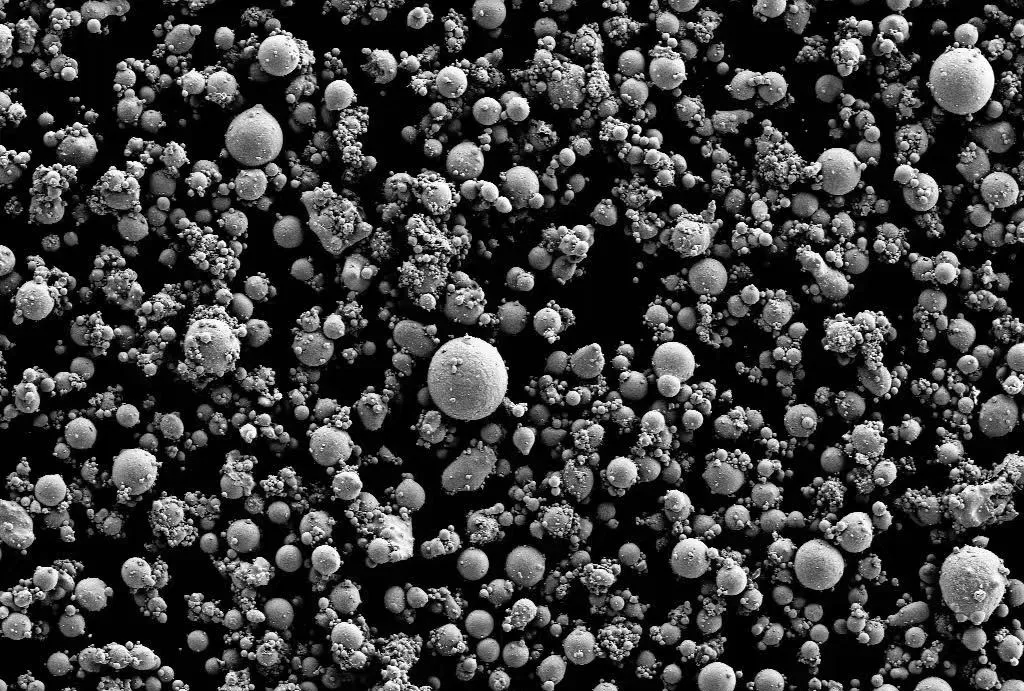
L'influenza della forma delle particelle sull'ICE si manifesta attraverso i meccanismi di superficie specifica e densità dei difetti superficiali descritti in precedenza. Le particelle irregolari – frammenti allungati, schegge angolari, piastrine piatte – presentano una superficie per unità di volume maggiore rispetto alle particelle sferiche di dimensioni medie equivalenti. Inoltre, hanno un maggior numero di spigoli, angoli e discontinuità superficiali dove si concentrano i difetti.
Una ricerca pubblicata su ACS Nano ha dimostrato che modulare lo stato di ibridazione orbitale dei materiali a base di carbonio per arricchire il carbonio ibridato sp2 all'interfaccia può ridurre l'energia di legame dell'elettrolita e sopprimere la crescita non uniforme dello strato SEI. In pratica, ciò significa che è preferibile una superficie delle particelle più arrotondata con una minore densità di difetti, e la sfericità è il parametro di processo che controlla più direttamente se la superficie della particella è liscia e dominata da ibridazione sp2 oppure ruvida e ricca di difetti.
Una maggiore sfericità migliora anche la densità di impaccamento dell'elettrodo (densità di compattazione), il che consente di avere più materiale attivo per unità di volume dell'elettrodo e riduce il rapporto elettrolita-materiale attivo nell'elettrodo, limitando ulteriormente la formazione dello strato SEI.

Come la struttura dei pori influenza l'ICE
Il carbone duro contiene tre tipi di pori distinti, ognuno con un effetto diverso sull'immagazzinamento del sodio e sull'ICE.
Pori aperti e superficie specifica
I pori aperti – mesopori e macropori accessibili all'elettrolita – aumentano la superficie specifica e forniscono un'interfaccia aggiuntiva per la decomposizione dell'elettrolita e la formazione dello strato SEI. La superficie specifica BET del carbonio duro per le batterie agli ioni di sodio (SIB) è tipicamente compresa tra 2 e 15 m²/g; i materiali che si trovano nella parte superiore di questo intervallo perdono proporzionalmente più sodio a causa dello strato SEI. I pori aperti sono vantaggiosi per la bagnabilità dell'elettrolita e la cinetica del trasporto degli ioni di sodio, ma sono dispendiosi in termini di energia di accumulo (ICE). L'obiettivo del processo è minimizzare la porosità aperta non necessaria preservando al contempo i pori chiusi.
Micropori e intrappolamento del sodio
I micropori, in particolare gli ultramicropori al di sotto di 0,7 nm, rappresentano un sito primario per l'intrappolamento irreversibile del sodio. Una ricerca pubblicata su Nature Communications ha dimostrato che il processo di desolvatazione degli ioni sodio nei nanopori influenza significativamente l'ICE (Internal Control Electrolyte): gli ioni sodio che entrano nei pori al di sotto di circa 0,7 nm non riescono a fuoriuscire facilmente una volta desolvatati e vengono persi a causa dell'intrappolamento irreversibile. Inoltre, i micropori aumentano l'area di contatto tra l'elettrolita e il carbonio, favorendo la formazione non uniforme dello strato SEI (Solid Electrolyte Interphase).
L'implicazione per la lavorazione delle particelle è la seguente: qualsiasi metodo che crei micropori aggiuntivi nella struttura del carbonio duro degrada l'ICE. Questa è la limitazione specifica della macinazione a sfere ad alta energia convenzionale per il carbonio duro. Le forze meccaniche rompono i legami C-C, generando radicali liberi e difetti superficiali che, durante il successivo trattamento termico, formano numerosi micropori. La macinazione a sfere controllata può essere utile per la riduzione iniziale delle dimensioni, ma i parametri devono essere rigorosamente limitati per evitare un'eccessiva generazione di micropori.
Pori chiusi e accumulo di sodio
Le cavità non accessibili all'elettrolita rappresentano la tipologia di poro più complessa e preziosa nel carbonio duro per le batterie agli ioni di sodio (SIB). I pori chiusi nell'intervallo di 2-3 nm sono i siti primari per il meccanismo di accumulo di sodio "a riempimento di pori" che conferisce al carbonio duro la sua elevata capacità a basso potenziale (inferiore a 0,1 V rispetto a Na/Na+). Poiché l'elettrolita non può entrare nei pori chiusi, il sodio in essi immagazzinato non contribuisce alla formazione dello strato SEI. Questo è un accumulo di sodio ICE-positivo. Una ricerca pubblicata su Advanced Functional Materials ha dimostrato che la regolazione delle dimensioni e della distribuzione dei pori chiusi migliora la cinetica di diffusione del sodio e la capacità di carica/scarica rapida.
Preservare i pori chiusi durante la lavorazione delle particelle è quindi fondamentale. Una lavorazione meccanica prolungata o ad alta energia, in particolare la macinazione vibratoria a sfere prolungata, può far collassare i pori chiusi a causa delle forze di compressione, eliminando proprio i siti che rendono il carbonio duro un anodo efficace per le batterie agli ioni di sodio. Questa è l'arma a doppio taglio della macinazione a sfere per il carbonio duro. La stessa azione meccanica che consente la riduzione delle dimensioni e la sferoidizzazione può distruggere la struttura dei pori che determina le prestazioni elettrochimiche.
| Tipo di poro | Gamma di taglie | Effetto ghiaccio | Implicazione dell'elaborazione |
| Pori aperti (mesopori) | 2-50 nm | Negativo: aumenta la formazione di SEI | Ridurre al minimo; ove possibile, mantenere la superficie specifica BET al di sotto di 5 m2/g |
| Ultramicropori | < 0,7 nm | Fortemente negativo — intrappolamento irreversibile del Na | Evitare la formazione di bolle durante la lavorazione; evitare un'eccessiva macinazione a sfere |
| Pori chiusi (ottimale) | 2-3 nm | Positivo: stoccaggio di Na ad alta capacità e a impatto zero sul ghiaccio. | Conservare durante la lavorazione; evitare impatti ad alta energia |
Metodi di controllo morfologico: trattamento al plasma e macinazione a sfere
Trattamento al plasma: pulizia delle superfici senza danneggiare i pori.
Il trattamento al plasma, in particolare la scarica a barriera dielettrica (DBD) in atmosfera riducente come H2 o CO, è un approccio di ingegneria delle superfici. Risolve il problema dei gruppi funzionali senza alterare la struttura porosa del materiale. Le specie di plasma ad alta energia incidono e rimuovono i gruppi superficiali contenenti ossigeno (–COOH, –OH) che altrimenti intrappolerebbero irreversibilmente il sodio. Lo stesso trattamento può riparare i difetti superficiali e indurre una parziale grafitizzazione dello strato superficiale più esterno. Può anche migliorare sia la conduttività ICE che quella interfacciale.
Il limite pratico del trattamento al plasma è che agisce sulla morfologia superficiale esistente. Non può modificare la dimensione o la sfericità delle particelle. Un carbonio duro che esce dalla pirolisi come frammenti angolari irregolari rimarrà irregolare anche dopo il trattamento al plasma, mantenendo la morfologia ad alta superficie specifica e ad alta densità di difetti che limita l'ICE (Incremental Electron Carbon). Il trattamento al plasma è più efficace come fase di post-elaborazione dopo che la forma e la dimensione delle particelle sono già state ottimizzate mediante macinazione.
Macinazione a sfere: utile ma richiede un controllo rigoroso dei parametri.
La macinazione a sfere consente di ottenere sia la riduzione delle dimensioni che la parziale sferoidizzazione del carbonio duro. La macinazione a sfere ad alta energia, con tempi di macinazione e dimensioni del mezzo ottimizzati, produce particelle di dimensioni submicroniche e micrometriche con una maggiore rotondità rispetto ai frammenti irregolari ottenuti tramite pirolisi. Le forze meccaniche durante la macinazione possono anche modulare la struttura dei pori: i carboni duri a base di pece e derivati da resine fenoliche mostrano un aumento del contenuto di pori chiusi dopo una macinazione a sfere controllata seguita da trattamento termico.
Tuttavia, le stesse forze meccaniche che producono questi effetti benefici possono distruggere i pori chiusi esistenti. Ciò accade se i parametri di macinazione non sono controllati con precisione. Un eccessivo aumento della superficie specifica dovuto alla generazione di micropori e l'introduzione di contaminazione metallica dovuta all'usura del mezzo di macinazione possono causare questo fenomeno. L'energia di macinazione accettabile è limitata superiormente dall'inizio del collasso dei pori e inferiormente da una riduzione dimensionale o sferoidizzazione insufficiente. Questo intervallo è più ristretto per il carbone duro rispetto alla maggior parte dei minerali. Dipende dal precursore specifico e dalle condizioni di pirolisi. Il controllo dei parametri di macinazione richiede un'ottimizzazione empirica per ogni formulazione di carbone duro.
Dove si colloca la fresatura a getto: vantaggi rispetto alla fresatura a sfere per il carbonio duro

La macinazione a getto in letto fluidizzato risolve diverse limitazioni della macinazione a sfere, specifiche della lavorazione del carbonio duro per gli anodi delle batterie agli ioni di sodio.
Nessun mezzo di macinazione: zero contaminazione da metalli.
La macinazione a getto frantuma il carbonio duro esclusivamente attraverso la collisione particella-particella, azionata da getti di gas compresso. Non vi è alcun mezzo di macinazione né contatto tra il mezzo e le particelle. Viene eliminata la contaminazione da metalli dovuta all'usura, come ferro, cromo e altri metalli che i mezzi di macinazione a sfere in acciaio o persino in ceramica introducono nel prodotto. Per i materiali anodici delle batterie agli ioni di sodio, dove le impurità metalliche possono catalizzare la decomposizione dello strato SEI o introdurre specie elettrochimicamente attive, un processo privo di contaminazione rappresenta un vantaggio significativo.
Energia d'impatto controllata: preservazione dei pori chiusi
Il principale limite della macinazione a sfere per il carbonio duro è che l'eccessiva energia d'impatto provoca il collasso dei pori chiusi. In un mulino a getto a letto fluidizzato, l'energia di macinazione è controllata dalla pressione del gas (tipicamente 4-8 bar) e dalla configurazione del getto. È importante sottolineare che l'energia totale erogata a ciascuna particella è determinata dal tempo di permanenza nella zona di macinazione, controllato dalla ruota classificatrice integrata. Quando una particella raggiunge la dimensione target, la classificatrice la rimuove immediatamente dalla zona di macinazione. Non viene quindi sottoposta a ulteriori impatti che potrebbero danneggiarne la struttura porosa. Questa rapida rimozione delle particelle conformi alle specifiche consente al mulino a getto di raggiungere il valore D50 target senza la sovra-lavorazione che distrugge i pori chiusi in un mulino a sfere.
È possibile regolare anche la pressione di macinazione. Una pressione inferiore produce collisioni meno intense, il che è appropriato per il carbone duro dove la conservazione dei pori è la priorità. Una pressione maggiore viene utilizzata quando la riduzione delle dimensioni delle particelle è l'obiettivo principale. Questa possibilità di regolazione consente all'ingegnere di processo di ottimizzare l'equilibrio tra riduzione delle dimensioni, sferoidizzazione e conservazione dei pori per una specifica formulazione di carbone duro.
Atmosfera di azoto: prevenzione dell'ossidazione superficiale
Le superfici di carbonio duro, in particolare quelle appena lavorate per ottenere particelle di dimensioni più piccole con superfici fresche esposte, sono soggette a ossidazione all'aria. L'ossidazione superficiale introduce gruppi funzionali contenenti ossigeno – gli stessi gruppi che il trattamento al plasma rimuove – il che aumenta la formazione di SEI e riduce l'ICE. I mulini a getto possono essere utilizzati in un'atmosfera chiusa di azoto, con azoto come gas di macinazione anziché aria compressa. Ciò impedisce qualsiasi ossidazione delle superfici appena generate durante la fase di macinazione. Questo è particolarmente importante per il carbonio duro derivato da precursori sensibili all'ossigeno o per materiali in cui la chimica superficiale è rigorosamente specificata.
Dimensione delle particelle e sfericità per applicazioni anodiche nelle batterie agli ioni di sodio
I parametri tipici per la granulometria delle polveri di carbonio duro per anodi di batterie agli ioni di sodio sono D50 nell'intervallo 5-12 micron e D97 inferiore a 20-25 micron. Questo intervallo bilancia la densità di impaccamento dell'elettrodo, l'accessibilità dell'elettrolita e la lunghezza del percorso di diffusione del sodio all'interno della particella. Un mulino a getto a letto fluido con classificatore dinamico integrato può produrre in modo costante carbonio duro in questo intervallo con un limite superiore D97 controllato. Il classificatore impedisce che particelle di dimensioni eccessive vengano rilevate nel flusso di prodotto. Ciò è particolarmente importante per i processi di rivestimento degli elettrodi, che sono sensibili alle dimensioni anomale delle particelle.
| Fattore | Fresatura a sfere | Fresatura a getto a letto fluidizzato |
| Contaminazione da metalli | Sì — media e fodera | Nessuno — nessun media |
| Conservazione dei pori chiusi | Rischio in caso di elevato apporto energetico o macinazione prolungata | Meglio: il classificatore rimuove le particelle prima dell'elaborazione eccessiva |
| Generazione di micropori | Rischio elevato con macinazione eccessiva | Energia d'impatto inferiore e controllata |
| Controllo D97 | Richiede un classificatore esterno; meno preciso | Classificatore integrato - taglio netto |
| Opzione atmosfera di azoto | Complesso e costoso per il mulino a sfere a umido/a secco | Opzione standard per mulino a getto |
| rischio di ossidazione superficiale | Moderato: il contatto con i media genera calore | Inferiore — effetto di raffreddamento dovuto all'espansione del gas; opzione N2 |
| Meccanismo di sferoidizzazione | Abrasione meccanica (efficace ma richiede ottimizzazione) | Collisioni ripetute di particelle a bassa energia (più delicate) |
| Processare il carbonio duro per gli anodi delle batterie agli ioni di sodio? Polvere EPICA I mulini a getto a letto fluido di Machinery sono configurati per il carbonio duro e altri materiali anodici per batterie agli ioni di sodio, garantendo una lavorazione delle particelle a morfologia controllata e priva di contaminazioni in atmosfera di azoto chiusa. Offriamo macinazioni di prova gratuite sul vostro materiale di carbonio duro e vi restituiamo dati PSD, immagini SEM che confermano la sfericità, misurazioni dell'area superficiale BET e una configurazione di processo consigliata. Indicateci il tipo di precursore, il D50 target, la sfericità richiesta e se è necessaria un'atmosfera di azoto per la vostra applicazione. Richiedi una prova di macinazione gratuita su carbone duro: www.jet-mills.com/contact-us Scopri le nostre soluzioni di materiali per batterie agli ioni di sodio: www.jet-mills.com |
Polvere epica
Epic Powder vanta oltre 20 anni di esperienza nel settore delle polveri ultrafini. Promuoviamo attivamente lo sviluppo futuro delle polveri ultrafini, concentrandoci sui processi di frantumazione, macinazione, classificazione e modifica delle stesse. Contattaci Per una consulenza gratuita e soluzioni personalizzate! Il nostro team di esperti può fornirvi prodotti e servizi di alta qualità per massimizzare il valore della vostra lavorazione delle polveri. Epic Powder: il vostro esperto di fiducia nella lavorazione delle polveri!

Grazie per aver letto. Spero che il mio articolo ti sia utile. Lascia un commento qui sotto. Puoi anche contattare EPIC Rappresentante del cliente online di Powder Zelda per ulteriori informazioni."
— Jason Wang, Ingegnere