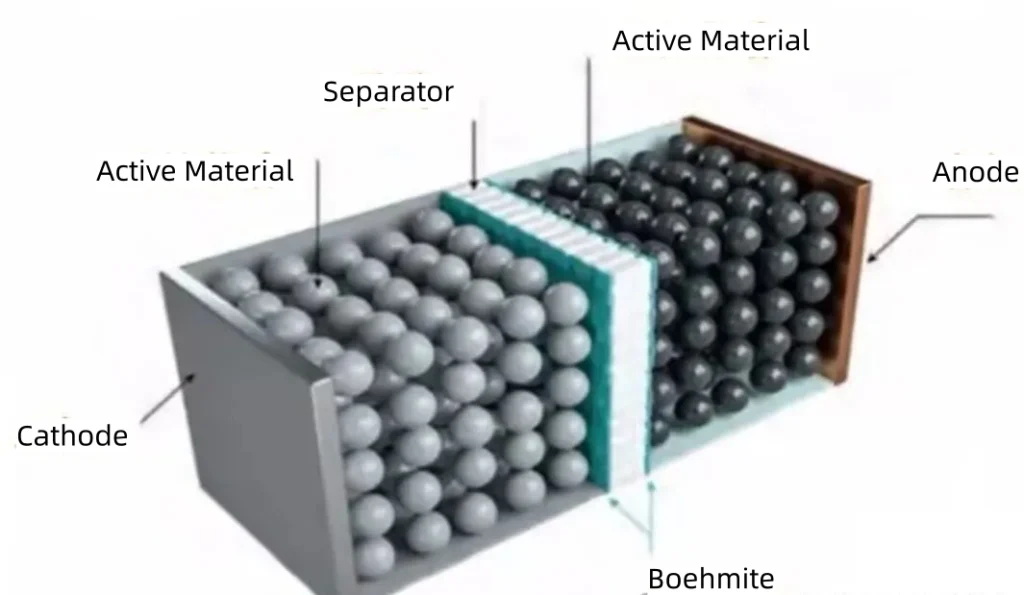
Böhmit AlO(OH) hat sich als dominierendes Keramikbeschichtungsmaterial für Polyolefin-Separatoren in Lithium-Ionen-Batterien etabliert. Eine 1–4 µm dicke Böhmitschicht auf einem Standard-Polyethylen-Separator erhöht dessen Temperatur für den Beginn der Wärmeschrumpfung von ca. 130 °C auf über 200 °C. Diese thermische Reserve ist entscheidend dafür, ob eine Batterie in ein thermisches Durchgehen gerät oder nicht. Dieser Artikel behandelt die für verschiedene Batterieanwendungen erforderlichen D50-Spezifikationen und deren Funktionsweise. Strahlfräsen Wie werden diese ohne Kontamination erzielt? Wie verhält sich das Verfahren im Vergleich zur Kugelmühle bei Böhmit? Und wie sehen die tatsächlichen Verarbeitungsergebnisse aus?.
Die Leistungsfähigkeit der Beschichtung hängt nahezu ausschließlich von der Partikelgröße und Reinheit des Böhmitpulvers ab. Ist der D50-Wert zu hoch, wird die Beschichtung dick und ungleichmäßig, was den Innenwiderstand erhöht. Überschreitet der Anteil magnetischer Fremdstoffe (Fe, Ni, Cr aus dem Verschleiß der Mahlanlage) die Spezifikation, können Mikrokurzschlüsse an der Separatoroberfläche entstehen. Die präzise Einstellung des D50-Werts – ohne dabei metallische Verunreinigungen einzubringen – ist der entscheidende Vorteil des Strahlmühlenprinzips gegenüber der Kugelmühle.

Warum Böhmit als Trennbeschichtung besser abschneidet als Standard-Aluminiumoxid
Sowohl Böhmit (AlO(OH)) als auch Standard-Aluminiumoxid (Al₂O₃) sind aluminiumbasierte Keramiken, die als Separatorbeschichtungen eingesetzt werden. Die Unterschiede sind für die Herstellung und die Leistungsfähigkeit relevant.
| Eigentum | Böhmit AlO(OH) | Standard-Aluminiumoxid Al2O3 |
| Mohs-Härte | 3-4 | 9 |
| Spezifisches Gewicht | ~3,0 g/cm³ | ~3,9 g/cm³ |
| Thermisches Verhalten | Endotherme Dehydratation oberhalb von 300 Grad Celsius – aktive Wärmeaufnahme | Stabil – keine endotherme Reaktion |
| Auswirkungen auf Beschichtungsanlagen | Geringere Härte verringert den Verschleiß von Walze und Messer | Hohe Härte verursacht erheblichen Geräteverschleiß |
| Erreichbare Beschichtungsdicke | Eine gleichmäßige Beschichtung von 1-2 µm lässt sich erzielen. | Führt tendenziell zu dickeren, ungleichmäßigeren Beschichtungen. |
| Elektrolytbenetzbarkeit | Gut – die hydrophile Oberfläche verbessert den Ionentransport | Angemessen |
Das endotherme Dehydratisierungsverhalten von Böhmit ist der wichtigste funktionelle Unterschied. Nähert sich eine Zelle der thermischen Instabilität, absorbiert die Böhmit-Beschichtung bei ihrer Zersetzung Wärme und bildet so einen thermischen Puffer, der entscheidend dafür sein kann, ob sich die Zelle erholt oder die Instabilität fortschreitet. Dieser Mechanismus fehlt bei herkömmlichem Aluminiumoxid – es bleibt stabil, anstatt aktiv Wärme zu absorbieren.
Die geringere Härte (Mohs 3–4 gegenüber 9) ist für die Wirtschaftlichkeit der Fertigung relevant. Eine Beschichtungsanlage, die von Al₂O₃ auf Böhmit umstellt, weist typischerweise eine messbar längere Standzeit der Beschichtungswalzen, Schneidmesser und Dispergiergeräte auf, da die weicheren Partikel weniger abrasiv sind.
D50-Spezifikationen für Böhmit nach Anwendung
Die Partikelgrößenspezifikation für Böhmit ist nicht für alle Batterieanwendungen einheitlich. Der D50-Zielwert hängt von der erforderlichen Beschichtungsdicke, dem Separatorsubstrat und der Leistungsklasse der Batterie ab.
| Anwendung | D50 Ziel | D97 Max | Wichtigster Leistungsfaktor |
| Hochwertige Beschichtung für EV-Separatoren | 200-300 nm | <1.000 nm | Ultradünne, dichte Beschichtung für maximale Energiedichte; geringster Innenwiderstand |
| Mainstream-Elektro- und Speichertrenner | 0,5–1,6 µm | <4 µm | Ausgewogenheit von Sicherheit, Beschichtungsgleichmäßigkeit und Fertigungskonstanz |
| Elektrodenrandbeschichtung | 1,0–6,0 µm | <15 µm | Struktureller Schutz und Isolierung an den Elektrodenrändern; geringere Anforderungen an die PSD |
| Forschung und Entwicklung im Bereich halbfester/fester Zustände | 100–400 nm | <1.000 nm | Sehr feine Partikelgröße für experimentelle Hochdichtebeschichtungen; Reinheit kritisch |
Der Trend in der Branche geht hin zu feineren D50-Korngrößen. Submikron-Böhmit (D50 unter 500 nm) ermöglicht dünnere Beschichtungsschichten, die das Gewicht und den Widerstand des Separators reduzieren und somit die Energiedichte der Zellen im Akkupack erhöhen. In diesem Spezifikationsbereich ist die Fähigkeit des Strahlmahlens, Submikron-D50-Korngrößen ohne Verunreinigung durch das Mahlmedium zu erreichen, besonders relevant – Kugelmahlen wird unterhalb von D50 1 Mikron für hochreine Batterieanwendungen zunehmend unpraktisch.
Warum Strahlfräsen die richtige Technologie für Böhmit ist

Das Kontaminationsproblem bei der Kugelmühle
Die Batteriespezifikation von Boehmite schreibt strenge Grenzwerte für magnetische Fremdstoffe (MFM) vor – die Gesamtmenge an Fe, Ni, Cr und anderen ferromagnetischen Partikeln: typischerweise unter 50 ppm für gängige Separatorqualitäten und unter 10 ppm für High-End-Anwendungen in Elektrofahrzeugen. Diese Grenzwerte sind notwendig, da magnetische Partikel an der Separatoroberfläche unter dem Einfluss des internen elektrischen Feldes der Zelle wandern und einen Mikrokurzschluss verursachen können.
Eine Kugelmühle, die Böhmit mit Aluminiumoxid- oder Zirkonoxid-Mahlkörpern verarbeitet, führt auf zwei Wegen zu Verunreinigungen. Erstens durch direkten Verschleiß der Mahlkörper: Mahlkörperpartikel splittern und brechen, wodurch Al₂O₃- oder ZrO₂-Fragmente in das Produkt gelangen. Zweitens durch Verschleiß der Auskleidung: Die Mühlenauskleidung gibt selbst bei Keramikauskleidung messbare Mengen an Metall ab, da das Böhmit-Mahlkörper-Gemisch bei Produktionsdurchsätzen abrasiv auf jede Oberfläche wirkt. Der gemessene MFM-Wert einer Kugelmühle, die Böhmit mit einer Korngröße von 1–2 µm (D50) produziert, liegt typischerweise zwischen 30 und 150 ppm, abhängig von der Mahlkörperqualität und der Mahlintensität – an der Grenze oder über der Spezifikation gängiger Separatoren und weit über der Spezifikation für Spitzenprodukte.
Wie das Strahlfräsen diesen Arbeitsweg eliminiert
In einer Wirbelschicht-Strahlmühle erfolgt die Zerkleinerung ausschließlich durch Partikel-Partikel-Kollision. Komprimierte Gasstrahlen beschleunigen Böhmitpartikel zu konvergierenden Strömen; die Partikel brechen durch die Kollision mit hoher Geschwindigkeit. Die einzigen festen Oberflächen im Produktkontaktweg sind die Kammerwände und das Sichterrad, die beide keramikbeschichtet sein können. Es werden keine Mahlkörper verwendet. Metallische Verunreinigungen aus dem Mahlvorgang selbst sind nahezu null.
Für die Spezifikation magnetischer Fremdkörper verlagert das Strahlmahlen die Herausforderung der Qualitätskontrolle vom Mahlvorgang auf die vorgelagerte Synthese und das nachgelagerte Sammelsystem – beides sind besser kontrollierbare Prozesse. Ein nach der Strahlmühle positionierter Hochgradienten-Magnetabscheider (HGMS) dient als letzte Qualitätsprüfung und fängt verbliebene magnetische Partikel aus der Synthesephase ab. So wird ein Endprodukt mit einem MFM-Gehalt von zuverlässig unter 5–10 ppm erzielt.
Submikron D50: Wo Strahlfräsen eindeutig die Nase vorn hat
Unterhalb eines D50-Wertes von 500 nm ist die Kugelmühle für Böhmit unpraktisch. Die für die effiziente Verarbeitung von Partikeln in diesem Größenbereich benötigten Mahlkörper müssen submillimetergroß sein (typischerweise 0,1–0,3 mm große Kugeln für die Nano-Mahlung). Diese sind bruchgefährdet und führen zu Verunreinigungen in einem Ausmaß, das die Spezifikationen für High-End-Batterien überschreitet. Um einen D50-Wert von 300 nm zu erreichen, sind längere Mahlzeiten (8–16 Stunden) erforderlich, was ebenfalls das Risiko von Verunreinigungen und die Verarbeitungskosten erhöht.
Eine Wirbelschicht-Strahlmühle erreicht bei Böhmit in einem einzigen Durchgang bei Mahldrücken von 6–8 bar eine D50 von 300–500 nm. Die Bearbeitungszeit wird in Minuten statt Stunden gemessen. Die Drehzahl des Sichterrades steuert die D50-Trenngrenze; eine niedrigere Drehzahl führt zu einem feineren Produkt. Diese Kombination aus Geschwindigkeit, Präzision und kontaminationsfreier Verarbeitung macht die Strahlmühle zur Standardtechnologie für die Herstellung von hochwertigem Böhmit.
| Faktor | Strahlmühle (Wirbelschicht) | Kugelmühle (Keramikmedien) |
| erreichbarer D50-Bereich | 100 nm – 45 µm | 500 nm – 20 µm (praktisch für Böhmit) |
| Sub-500-nm-Fähigkeit | Ja – Standard für Strahlmühlen | Für die Produktion von Batterien im industriellen Maßstab unpraktisch |
| Magnetische Fremdkörper | Nahezu null durch Schleifschritt | 30–150 ppm typisch; medienabhängig |
| Bearbeitungszeit (D50 300 nm) | 15-45 Minuten | 8-16 Stunden |
| Böhmit-Kristallwasser | Konserviert (keine Wärme durch Medienreibung) | Risiko der teilweisen Austrocknung bei verlängerter Nassvermahlung |
| Stickstoffatmosphärenoption | Standardoption für Strahlmühle | Komplex und teuer für die Kugelmühle |
| Energiekosten pro Tonne | Höher (komprimiertes Gas) | Niedriger bei äquivalentem D50 > 2 µm |
Komplette Böhmit-Produktionslinie
Die Strahlmühle ist das Herzstück der Böhmit-Verarbeitungsstufe, aber die vollständige Produktionslinie für Böhmit in Batteriequalität umfasst mehrere vorgelagerte und nachgelagerte Schritte:
Ausrüstungsfolge der Böhmit-Produktionslinie
• Synthese: Reaktorkessel — erzeugt AlO(OH)-Präzipitat aus Aluminiumalkoxid- oder Aluminiumsalzvorstufen
• Trennung: Filterpresse – entfernt den größten Teil der Reaktionsflüssigkeit vom Böhmitkuchen
• Trocknung: Sprühtrocknung oder Ofentrocknung – reduziert die Restfeuchte auf unter 0,51 TP3T für das Trockenstrahlenfräsen
• Kernvermahlung: Wirbelschicht-Strahlmühle (EPIC-Pulver) — erreicht den Zielwert D50 durch kontaminationsfreies Partikel-auf-Partikel-Mahlen
• Klassifizierung: Windsichter – sekundäre D97-Kontrolle für die feinsten Korngrößen (optional für Standardkorngrößen, bei denen der Strahlmühlensichter ausreichend ist)
• Magnetische Trennung: Hochgradienten-Magnetscheider (HGMS), 10.000–15.000 Gauß – entfernt restliche magnetische Partikel aus der Synthese
Sammlung: Pulse-Beutelfilter – Produktsammlung und Reinluftabfuhr
| Verarbeitung von Böhmit- oder Aluminiumoxidpulver für Batterieanwendungen? Die Wirbelschicht-Strahlmühlen von EPIC Powder Machinery sind für Böhmit, Aluminiumoxid und andere Batteriekeramikpulver ausgelegt. Wir bieten kostenlose Testmahlungen an: Sie liefern uns Ihr Böhmit-Einsatzmaterial sowie Ihre Spezifikationen für D50 und magnetische Fremdstoffe. Wir liefern Ihnen anschließend vollständige Partikelgrößenverteilungsdaten, eine ICP-Analyse auf Eisen- und magnetische Verunreinigungen sowie eine empfohlene Prozesskonfiguration. Teilen Sie uns bitte Ihren Ziel-D50-Wert (Submikron- oder Mikrometerbereich), Ihr jährliches Produktionsvolumen und die Notwendigkeit einer Stickstoffatmosphäre mit. Fordern Sie einen kostenlosen Probemahlvorgang an: www.jet-mills.com/contact Entdecken Sie unser Sortiment an Strahlmühlen für Batteriematerialien: www.jet-mills.com |
Häufig gestellte Fragen
Warum wird Böhmit gegenüber herkömmlichem Aluminiumoxid für die Beschichtung von Lithiumbatterieseparatoren bevorzugt?
Die beiden Materialien unterscheiden sich in Härte, Dichte und thermischem Verhalten – Eigenschaften, die den Beschichtungsprozess und die Sicherheit der Batterie beeinflussen. Böhmit (Mohs 3–4) ist deutlich weicher als Standard-Aluminiumoxid (Mohs 9), wodurch der Verschleiß an Beschichtungswalzen, Schneidmessern und Dispergieranlagen in der Separatorfertigungslinie wesentlich geringer ausfällt. Die niedrigere Dichte von Böhmit (ca. 3,0 g/cm³ gegenüber 3,9 g/cm³ bei Aluminiumoxid) ermöglicht eine dünnere und leichtere Beschichtung bei gleicher Schutzwirkung. Der wichtigste funktionelle Unterschied liegt im thermischen Verhalten: Böhmit unterliegt oberhalb von 300 °C einer endothermen Dehydratisierung (das AlO(OH) gibt sein Strukturwasser als Dampf ab), wodurch bei einem thermischen Durchgehen aktiv Wärme absorbiert wird. Standard-Aluminiumoxid ist thermisch stabil und verfügt nicht über diesen aktiven Wärmeabsorptionsmechanismus. Für Batteriezellen, bei denen das Wärmemanagement ein primäres Sicherheitskriterium darstellt, bietet das endotherme Verhalten von Böhmit eine wichtige zusätzliche Sicherheitsreserve.
Welchen D50-Wert sollte ich für Böhmit bei der Beschichtung von Separatoren für Elektrofahrzeugbatterien angeben?
Die D50-Spezifikation hängt von der Zellebene und der angestrebten Beschichtungsdicke ab. Für gängige Anwendungen in Elektrofahrzeugen und Energiespeichern mit Standard-Polyethylen- oder Polypropylen-Separatoren liegt der kommerzielle Standardbereich für D50-Werte zwischen 0,5 und 1,6 Mikrometern. Bei dieser Größe lässt sich mit Standard-Schlitzdüsen- oder Tiefdruckverfahren eine gleichmäßige Beschichtungsschicht von 2 bis 4 Mikrometern erzielen. Für Hochenergiezellen in Premium-Elektrofahrzeugen, bei denen die Minimierung des Beschichtungsgewichts und des Innenwiderstands Priorität hat, ermöglicht submikronäres Böhmit mit D50-Werten von 200 bis 400 nm dünnere Beschichtungsschichten (1 bis 2 Mikrometer) mit höherer Dichte. Für die Elektrodenrandbeschichtung (eine andere Anwendung als die Beschichtung der Separatoroberfläche) sind D50-Werte von 1 bis 6 Mikrometern typisch, wobei die Anforderungen an die Partikelgrößenverteilung weniger streng sind. In allen Fällen sind der D97-Wert und das Fehlen eines groben Ausläufers (Partikel über 10–15 Mikrometer) ebenso wichtig wie der D50-Wert – zu große Partikel verursachen Beschichtungsdefekte, die die Durchstoßfestigkeit des Separators verringern.
Kann eine Kugelmühle Böhmit in Batteriequalität herstellen, und wann sollte ich den Umstieg auf eine Strahlmühle in Betracht ziehen?
Eine Kugelmühle kann Böhmit im D50-Bereich von 1–5 µm mit Durchsätzen herstellen, die für die Produktion kleinerer Mengen geeignet sind. Für Anwendungen in Batteriequalität treten jedoch zwei wesentliche Einschränkungen auf. Erstens: Magnetische Fremdkörper: Selbst hochwertige Keramikmahlkörper führen durch Abrieb zu messbaren Verunreinigungen. Für Elektrodenrandbeschichtungen (Fe unter 200 ppm) ist dies möglicherweise akzeptabel. Bei gängigen Separatorbeschichtungen (Fe unter 50 ppm) und High-End-Anwendungen (Fe unter 10 ppm) überschreitet die Verunreinigung durch die Kugelmühle regelmäßig die Spezifikation. Zweitens: Submikron-Fähigkeit: Unterhalb eines D50-Werts von 500 nm ist die Kugelmühle für Böhmit in Batteriequalität unpraktisch – Verarbeitungszeiten von 8–16 Stunden liefern nur grenzwertige D50-Werte mit hoher Zr-Verunreinigung durch die erforderlichen Submillimeter-Mahlkörper. Der Wechsel zu einer Strahlmühle ist angezeigt, wenn Ihre MFM-Spezifikation unter 50 ppm liegt, wenn Sie einen D50-Wert unter 1 µm benötigen oder wenn die Chargenzykluszeit Ihre Produktionskapazität begrenzt.
Episches Pulver
Bei Episches Pulver, Wir bieten eine breite Palette an Gerätemodellen und maßgeschneiderte Lösungen für Ihre individuellen Bedürfnisse. Unser Team verfügt über mehr als 20 Jahre Erfahrung in der Verarbeitung verschiedenster Pulver. Epic Powder ist spezialisiert auf Feinpulververarbeitungstechnologie für die Mineral-, Chemie-, Lebensmittel- und Pharmaindustrie.
Kontaktieren Sie uns Vereinbaren Sie noch heute einen Termin für eine kostenlose Beratung und individuelle Lösungen!

Vielen Dank fürs Lesen. Ich hoffe, mein Artikel war hilfreich. Hinterlassen Sie gerne einen Kommentar. Kontaktieren Sie EPIC Online-Kundendienstmitarbeiter von Powder Zelda „Für weitere Fragen.“
— Jason Wang, Ingenieur