O carbono duro é atualmente o principal material de ânodo comercial para baterias de íon-sódio (SIBs). Oferece uma capacidade prática de armazenamento de sódio de 200-350 mAh/g e opera em um potencial suficientemente baixo para ser útil em configurações de célula completa. O obstáculo para uma adoção mais ampla é inicial Eficiência coulombiana (ICE): a razão entre a capacidade de descarga do primeiro ciclo e a capacidade de carga do primeiro ciclo. Para muitos materiais de carbono duro, o ICE situa-se na faixa de 70-85%. Isso significa que 15-30% do sódio inserido durante a primeira carga é irreversivelmente perdido e nunca recuperado. Em uma célula completa, esse sódio perdido deve ser compensado por material catódico adicional. Isso aumenta o peso, o volume e o custo do projeto da célula.
Os pesquisadores compreendem bem dois mecanismos por trás da baixa ICE: o consumo irreversível de sódio durante a formação da película SEI na superfície do ânodo e o aprisionamento irreversível de íons de sódio em defeitos superficiais e grupos funcionais. No entanto, o contexto de produção discute menos amplamente que a morfologia do pó do material de carbono duro influencia diretamente ambos os mecanismos. Especificamente, a morfologia do pó influencia a forma das partículas (esfericidade), a área superficial específica e a estrutura dos poros. Esses são parâmetros que a etapa de processamento das partículas, e não a química de síntese, determina principalmente.
Este artigo aborda as conexões mecanísticas entre a morfologia do pó e a ICE (Integração de Gelo e Concreto), as restrições práticas que isso impõe aos métodos de controle da morfologia e a importância do leito fluidizado. fresagem a jato Oferece vantagens em relação à moagem convencional com esferas para o processamento de carbono duro.

O problema do filme SEI: por que a área da superfície e a forma são importantes
Durante o primeiro ciclo de carga de uma bateria de íon-sódio, o eletrólito é termodinamicamente instável no potencial do ânodo de carbono duro. Ele se decompõe na superfície do carbono, formando a película SEI — uma camada de passivação mista orgânica-inorgânica que é condutora iônica (os íons de sódio a atravessam), mas isolante eletrônica (impede a decomposição adicional do eletrólito após sua formação). A SEI é essencial: sem ela, o eletrólito continuaria a se decompor durante toda a vida útil da célula. Mas sua formação consome sódio irreversivelmente, e esse é o principal problema da ICE (Interface de Eletrólito Induzida).
Dois fatores morfológicos determinam a quantidade de sódio consumida pela formação da SEI. Primeiro, a área superficial específica: a formação do filme SEI ocorre na interface carbono-eletrólito. Uma maior área de interface significa mais SEI, o que significa maior consumo de sódio. Um pó de carbono duro com alta área superficial específica, resultante de poros abertos abundantes, rugosidade superficial ou tamanho de partícula muito pequeno, perderá mais sódio para a SEI do que um com menor área superficial específica, para uma capacidade equivalente. Segundo, defeitos superficiais e grupos funcionais: grupos funcionais superficiais contendo oxigênio (–COOH, –OH) reagem preferencialmente com o eletrólito e aprisionam íons de sódio irreversivelmente por adsorção. Defeitos superficiais — sítios de borda, ligações de carbono quebradas, ligações pendentes — são igualmente reativos. Ambos estão presentes em maior densidade em partículas de formato irregular com arestas e cantos vivos do que em partículas lisas e arredondadas.
Como o formato das partículas afeta o gelo
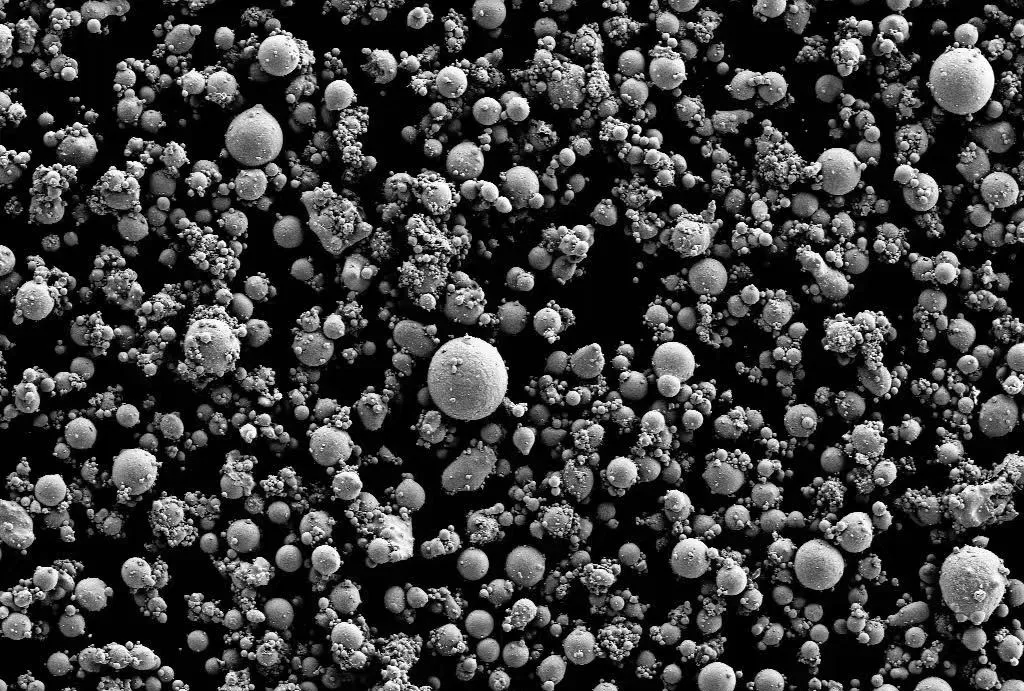
A influência da forma das partículas no ICE opera através das vias de área superficial específica e densidade de defeitos superficiais descritas acima. Partículas irregulares — fragmentos alongados, lascas angulares, plaquetas achatadas — têm uma área superficial por unidade de volume maior do que partículas esféricas de tamanho mediano equivalente. Elas também possuem mais arestas, cantos e descontinuidades superficiais onde os defeitos se concentram.
Pesquisas publicadas na ACS Nano demonstraram que modular o estado de hibridização orbital de materiais de carbono para enriquecer o carbono com hibridização sp2 na interface pode reduzir a energia de ligação do eletrólito e suprimir o crescimento não uniforme da SEI (interface eletrólito sólido). Na prática, isso significa que uma superfície de partícula mais arredondada, com menor densidade de defeitos, é preferível — e a esfericidade é o parâmetro de processamento que controla mais diretamente se a superfície da partícula será lisa e dominada por sp2 ou rugosa e rica em defeitos.
Uma maior esfericidade também melhora a densidade de empacotamento do eletrodo (densidade aparente), o que permite mais material ativo por unidade de volume do eletrodo e reduz a proporção eletrólito/material ativo no eletrodo, limitando ainda mais a formação da SEI (interface eletrólito-eletrólito).

Como a estrutura dos poros afeta o ICE
O carbono duro contém três tipos distintos de poros, cada um com um efeito diferente no armazenamento de sódio e no ICE (consumo excessivo de combustível).
Poros abertos e área de superfície específica
Poros abertos — mesoporos e macroporos acessíveis ao eletrólito — aumentam a área superficial específica e fornecem uma interface adicional para a decomposição do eletrólito e a formação da SEI (interface eletrólito-eletrólito). A área superficial BET do carbono duro para baterias de íons de sódio (SIBs) está tipicamente na faixa de 2 a 15 m²/g; materiais na extremidade superior dessa faixa perdem proporcionalmente mais sódio para a SEI. Poros abertos são benéficos para a molhabilidade do eletrólito e para a cinética de transporte de íons de sódio, mas são dispendiosos em termos de consumo de energia do eletrólito (ICE). O objetivo do processamento é minimizar a porosidade aberta desnecessária, preservando os poros fechados.
Microporos e aprisionamento de sódio
Os microporos — particularmente os ultramicroporos com tamanho inferior a 0,7 nm — são um dos principais locais de aprisionamento irreversível de sódio. Pesquisas publicadas na Nature Communications demonstraram que o processo de dessolvatação dos íons de sódio em nanoporos afeta significativamente a capacidade de encapsulamento induzida por eletrólito (ICE): os íons de sódio que entram em poros com tamanho inferior a aproximadamente 0,7 nm não conseguem sair facilmente após a dessolvatação e são perdidos irreversivelmente devido à perda de capacidade. Além disso, os microporos aumentam a área de contato entre o eletrólito e o carbono, promovendo a formação não uniforme da interface eletrólito-eletrólito (SEI).
A implicação para o processamento de partículas: qualquer método que crie microporos adicionais na estrutura do carbono duro degrada o ICE (Concreto Induzido por Ferro). Esta é a limitação específica da moagem de alta energia convencional para carbono duro. As forças mecânicas quebram as ligações C-C, gerando radicais livres e defeitos superficiais que, durante o tratamento térmico subsequente, formam microporos em abundância. A moagem controlada pode ser útil para a redução inicial do tamanho, mas os parâmetros devem ser rigorosamente controlados para evitar a geração excessiva de microporos.
Poros fechados e armazenamento de sódio
Cavidades inacessíveis ao eletrólito são o tipo de poro mais complexo e valioso em carbono duro para baterias de íon-sódio (SIBs). Poros fechados na faixa de 2 a 3 nm são os principais locais para o mecanismo de armazenamento de sódio por "preenchimento de poros", que confere ao carbono duro sua alta capacidade em baixo potencial (abaixo de 0,1 V vs. Na/Na+). Como o eletrólito não pode entrar nos poros fechados, o sódio armazenado neles não contribui para a formação da interface eletrólito-eletrólito (SEI). Este é um armazenamento de sódio ICE-positivo. Pesquisas publicadas na revista Advanced Functional Materials mostraram que o ajuste do tamanho e da distribuição dos poros fechados melhora a cinética de difusão do sódio e a capacidade de taxa de descarga.
Preservar os poros fechados durante o processamento de partículas é, portanto, crucial. O processamento mecânico prolongado ou de alta energia — particularmente a moagem vibratória de esferas prolongada — pode colapsar os poros fechados por meio de forças de impacto compressivas, eliminando justamente os sítios que tornam o carbono duro um ânodo eficaz para baterias de íon-sódio. Essa é a faca de dois gumes da moagem de esferas para o carbono duro. A mesma ação mecânica que promove a redução do tamanho e a esferoidização pode destruir a estrutura porosa que determina o desempenho eletroquímico.
| Tipo de poro | Faixa de tamanho | Efeito GELO | Implicação do processamento |
| Poros abertos (mesoporos) | 2-50 nm | Negativo — aumenta a formação de SEI | Minimize; mantenha a área de superfície BET abaixo de 5 m²/g sempre que possível. |
| Ultramicroporos | < 0,7 nm | Fortemente negativo — aprisionamento irreversível de Na | Evite a formação de cristais durante o processamento; evite a moagem excessiva com esferas. |
| Poros fechados (ideal) | 2-3 nm | Positivo — armazenamento de sódio de alta capacidade e neutro em relação ao gelo | Preservar através do processamento; evitar impacto de alto consumo energético. |
Métodos de controle morfológico: tratamento com plasma e moagem de bolas
Tratamento com plasma: limpeza de superfícies sem danificar os poros.
O tratamento com plasma, particularmente a descarga de barreira dielétrica (DBD) em atmosfera redutora como H₂ ou CO, é uma abordagem de engenharia de superfície. Ele resolve o problema dos grupos funcionais sem perturbar a estrutura porosa interna. Espécies de plasma de alta energia corroem e removem grupos contendo oxigênio na superfície (–COOH, –OH) que, de outra forma, aprisionariam sódio irreversivelmente. O mesmo tratamento pode reparar defeitos superficiais e induzir a grafitização parcial da camada superficial mais externa. Também pode melhorar tanto a condutividade iônica de colisão (ICE) quanto a condutividade interfacial.
A limitação prática do tratamento por plasma é que ele atua sobre a morfologia superficial existente. Não consegue alterar o tamanho ou a esfericidade das partículas. Um carbono duro que sai da pirólise como fragmentos angulares irregulares permanecerá irregular após o tratamento por plasma, mantendo a morfologia de alta área superficial e alta densidade de defeitos que limita a ICE (Integração Induzida por Carbono). O tratamento por plasma é mais eficaz como uma etapa de pós-processamento, após a forma e o tamanho das partículas já terem sido otimizados por moagem.
Moagem de bolas: útil, mas requer controle rigoroso dos parâmetros.
A moagem de bolas permite tanto a redução do tamanho quanto a esferoidização parcial do carbono duro. A moagem de bolas de alta energia, com tempo e tamanho de partícula otimizados, produz partículas de escala submicrométrica a micrométrica com maior circularidade em comparação aos fragmentos irregulares obtidos por pirólise. As forças mecânicas durante a moagem também podem modular a estrutura dos poros: carbonos duros derivados de piche e resina fenólica apresentam maior teor de poros fechados após moagem de bolas controlada seguida de tratamento térmico.
No entanto, as mesmas forças mecânicas que produzem esses efeitos benéficos podem destruir poros fechados preexistentes. Isso ocorre se os parâmetros de moagem não forem rigorosamente controlados. O aumento excessivo da área superficial específica pela geração de microporos e a introdução de contaminação metálica devido ao desgaste do meio de moagem também podem causar problemas. A energia de moagem aceitável é limitada superiormente pelo início do colapso dos poros e inferiormente pela redução insuficiente do tamanho ou esferoidização. Essa faixa é mais estreita para o carbono duro do que para a maioria dos minerais. Ela depende do precursor específico e das condições de pirólise. O controle dos parâmetros de moagem requer otimização empírica para cada formulação de carbono duro.
Onde a fresagem a jato se encaixa: vantagens sobre a fresagem de esferas para carbono duro

A moagem por jato em leito fluidizado resolve diversas limitações da moagem por bolas específicas para o processamento de carbono duro para ânodos de baterias de íon-sódio.
Sem meios de moagem: zero contaminação por metal.
A moagem por jato tritura carbono duro inteiramente por meio da colisão partícula a partícula, impulsionada por jatos de gás comprimido. Não há meios de moagem nem contato entre os meios e as partículas. A contaminação por metais provenientes do desgaste — o ferro, o cromo e outros metais que os meios de moagem de esferas de aço ou mesmo cerâmica introduzem no produto — é eliminada. Para materiais de ânodo de baterias de íon-sódio, onde impurezas metálicas podem catalisar a decomposição da SEI ou introduzir espécies eletroquimicamente ativas, o processamento livre de contaminação é uma vantagem significativa.
Energia de impacto controlada: preservando os poros fechados
A principal limitação da moagem por bolas para carbono duro é que a energia de impacto excessiva colapsa os poros fechados. Em um moinho de jato de leito fluidizado, a energia de moagem é controlada pela pressão do gás (tipicamente de 4 a 8 bar) e pela configuração do jato. É importante ressaltar que a energia total fornecida a cada partícula é determinada pelo tempo de residência na zona de moagem, que é controlado pela roda classificadora integrada. Quando uma partícula atinge o tamanho desejado, a roda classificadora a remove imediatamente da zona de moagem. Ela não é submetida a impactos adicionais que poderiam danificar sua estrutura porosa. Essa remoção rápida de partículas dentro das especificações é o que permite ao moinho de jato atingir o D50 desejado sem o processamento excessivo que destrói os poros fechados em um moinho de bolas.
A pressão de moagem também pode ser ajustada. Uma pressão mais baixa produz colisões menos intensas, o que é apropriado para carbono duro, onde a preservação dos poros é a prioridade. Uma pressão mais alta é usada quando a redução do tamanho das partículas é o principal objetivo. Essa capacidade de ajuste permite que o engenheiro de processo otimize o equilíbrio entre redução de tamanho, esferoidização e preservação dos poros para uma formulação específica de carbono duro.
Atmosfera de nitrogênio: prevenção da oxidação superficial
Superfícies de carbono duro, particularmente aquelas recém-processadas para um tamanho de partícula menor com superfícies frescas expostas, são suscetíveis à oxidação em contato com o ar. A oxidação superficial introduz grupos funcionais contendo oxigênio — os mesmos grupos que o tratamento com plasma remove — o que aumenta a formação da SEI (interface eletrólito sólido) e reduz a ICE (interface de camada limite). Moinhos de jato podem operar em uma atmosfera fechada de nitrogênio, utilizando nitrogênio como gás de moagem em vez de ar comprimido. Isso impede qualquer oxidação de superfícies recém-geradas durante a etapa de moagem. Isso é particularmente importante para carbono duro proveniente de precursores sensíveis ao oxigênio ou para materiais cuja química de superfície é rigorosamente especificada.
Tamanho e esfericidade das partículas para aplicações de ânodo em baterias de íon-sódio.
As metas típicas de tamanho de partícula para pós de ânodo de carbono duro em baterias de íon-sódio são D50 na faixa de 5 a 12 micrômetros. Seu D97 está abaixo de 20 a 25 micrômetros. Essa faixa equilibra a densidade de empacotamento do eletrodo, a acessibilidade do eletrólito e o comprimento do caminho de difusão do sódio dentro da partícula. Um moinho de jato de leito fluidizado com classificador dinâmico integrado pode produzir carbono duro consistentemente nessa faixa com um limite superior de D97 controlado. O classificador impede que partículas de tamanho excessivo sejam direcionadas para o fluxo de produto. Isso é particularmente importante para processos de revestimento de eletrodos que são sensíveis a partículas com tamanho atípico.
| Fator | Moagem de bolas | Moagem por jato de leito fluidizado |
| Contaminação por metais | Sim — desgaste de mídia e forro | Nenhum — sem mídia |
| Preservação de poros fechados | Risco associado a alto consumo de energia ou moagem prolongada. | Melhor — o classificador remove partículas antes do processamento excessivo. |
| Geração de microporos | Alto risco com moagem excessiva | Menor — energia de impacto controlada |
| Controle D97 | Requer classificador externo; menos preciso. | Classificador integrado — uppercut forte |
| opção de atmosfera de nitrogênio | Complexo e dispendioso para moinho de bolas úmido/seco | Opção padrão para moinho de jato |
| risco de oxidação superficial | Moderado — o contato com a mídia gera calor | Inferior — efeito de resfriamento da expansão do gás; opção N2 |
| Mecanismo de esferoidização | Abrasão mecânica (eficaz, mas requer otimização) | Colisões repetidas de partículas de baixa energia (mais suaves) |
| Processamento de carbono duro para ânodos de baterias de íon-sódio? Pó ÉPICO Os moinhos de jato de leito fluidizado da Machinery são configurados para carbono duro e outros materiais de ânodo de baterias de íon-sódio, proporcionando processamento de partículas com morfologia controlada e livre de contaminação em atmosfera fechada de nitrogênio. Oferecemos testes de moagem gratuitos para o seu material de carbono duro e fornecemos dados de distribuição granulométrica (PSD), imagens de microscopia eletrônica de varredura (MEV) confirmando a esfericidade, medições de área superficial BET e uma configuração de processo recomendada. Informe-nos o tipo de precursor, o D50 desejado, a esfericidade necessária e se a atmosfera de nitrogênio é necessária para a sua aplicação. Solicite um teste de retificação de aço carbono duro gratuito: www.jet-mills.com/contact-us Explore nossas soluções em materiais para baterias de íon-sódio: www.jet-mills.com |
Pó épico
A Epic Powder possui mais de 20 anos de experiência na indústria de pós ultrafinos. Promovemos ativamente o desenvolvimento futuro de pós ultrafinos, com foco nos processos de britagem, moagem, classificação e modificação desses pós. Contate-nos Para uma consulta gratuita e soluções personalizadas! Nossa equipe de especialistas pode fornecer produtos e serviços de alta qualidade para maximizar o valor do seu processamento de pó. Epic Powder — Seu especialista de confiança em processamento de pó!

Obrigado pela leitura. Espero que meu artigo tenha ajudado. Deixe um comentário abaixo. Você também pode Entre em contato com a EPIC Representante de atendimento ao cliente online da Powder Zelda Para quaisquer outras dúvidas.”
— Jason Wang, Engenheiro