ที่ ผงมหากาพย์, เราเข้าใจดีว่าประสิทธิภาพที่แท้จริงของแบตเตอรี่ลิเธียมเหล็กฟอสเฟต (LFP) นั้นถูกออกแบบในระดับอนุภาค LFP ที่เราควบคุมอย่างแม่นยำนั้น การกัดเจ็ท กระบวนการนี้เปลี่ยนวัสดุเผาผนึกให้เป็นผงบริสุทธิ์สูง ทำให้ได้การกระจายขนาดอนุภาคที่แม่นยำและปริมาณความชื้นต่ำมากตามที่ต้องการ เพื่อให้ได้ความหนาแน่นของพลังงาน ความปลอดภัย และอายุการใช้งานที่เหนือกว่า กระบวนการนี้เหนือกว่าการบดทั่วไป เพราะเป็นการผสานการคัดแยก การอบแห้ง และการป้องกันด้วยก๊าซเฉื่อยเข้าไว้ในระบบเดียวที่มีประสิทธิภาพ ไม่ว่าจะเป็นการปรับให้เหมาะสมเพื่อ D50 ที่ละเอียดขึ้นหรือการกระจายขนาดอนุภาคที่แคบลง การทำความเข้าใจการบดด้วยเจ็ท LFP เป็นกุญแจสำคัญในการยกระดับคุณภาพวัสดุและความสม่ำเสมอในการผลิต สำหรับวิศวกรที่มุ่งเน้นประสิทธิภาพของแบตเตอรี่รุ่นใหม่ นี่คือจุดเริ่มต้นของความแม่นยำ.

I. วัตถุประสงค์ของกระบวนการ
เพื่อลำเลียงวัสดุเผาผนึกไปยังไซโลวัตถุดิบสำหรับการบดด้วยเจ็ทมิลล์ พร้อมทั้งให้ความร้อนและอบแห้งวัสดุไปพร้อมกัน เพื่อให้มั่นใจว่าปริมาณความชื้นและขนาดอนุภาคเป็นไปตามข้อกำหนดของผลิตภัณฑ์.
II. อุปกรณ์หลัก
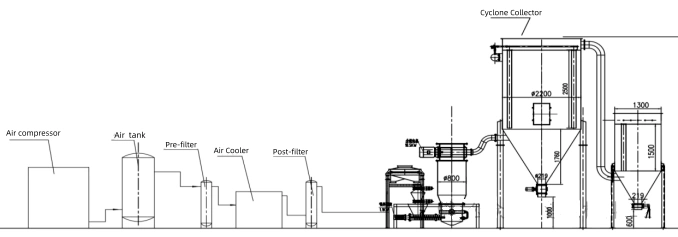
ระบบการกัดด้วยเจ็ทประกอบด้วยส่วนประกอบหลักดังต่อไปนี้:
เครื่องอัดอากาศ (ระบบจ่ายอากาศ)
ระบบการให้อาหาร
เจ้าภาพโรงสี
เครื่องแยกอากาศเทอร์โบ
ระบบระบายน้ำ
ระบบกรอง
ระบบควบคุม
III. เงื่อนไขกระบวนการและหลักการทำงาน
วัสดุจะถูกป้อนเข้าไปในห้องบดซึ่งจะถูกเร่งความเร็วด้วยเจ็ทความเร็วสูง การชนกันอย่างรุนแรงระหว่างอนุภาคและอนุภาคกับผนัง รวมถึงแรงเสียดทานและแรงเฉือน จะทำให้วัสดุแตกและละเอียดเป็นผง จากนั้นเครื่องคัดแยกขนาดในตัวจะทำการคัดแยกผงที่บดแล้ว เครื่องดักฝุ่นจะเก็บผงละเอียดที่มีขนาดตรงตามข้อกำหนดเป็นผลิตภัณฑ์ขั้นสุดท้าย พร้อมทั้งฟอกอากาศไปพร้อมกัน ระบบจะส่งผงหยาบขนาดใหญ่เกินไปกลับไปยังห้องบดเพื่อบดต่อไป ตลอดขั้นตอนการบด การคัดแยก และการลำเลียง กระบวนการนี้จะทำให้ความชื้นเล็กน้อยในวัสดุแห้งไป.
IV. แผนผังกระบวนการ
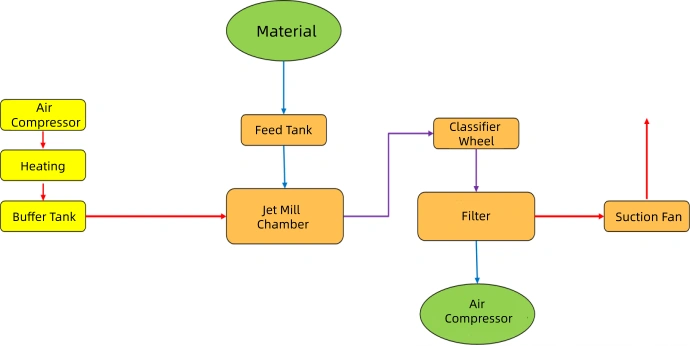
ขั้นตอนการดำเนินการ: การลำเลียงวัตถุดิบ → การบดและการคัดแยก → การลำเลียงผลิตภัณฑ์ → การขนถ่ายและบรรจุภัณฑ์
วัตถุดิบจะถูกลำเลียงด้วยระบบลมจากกระบวนการต้นน้ำไปยังไซโลเก็บวัตถุดิบของเครื่องบดแบบเจ็ท จากนั้นจะผ่านไปยังถังพักส่ง ถังพักชั่วคราว และเครื่องป้อนแบบหมุนเข้าสู่ห้องบด ซึ่งจะถูกบดให้ละเอียดด้วยไนโตรเจนอุณหภูมิสูง วัตถุดิบที่บดแล้วและได้คุณภาพจะถูกคัดแยกและส่งไปยังเครื่องดักฝุ่นผลิตภัณฑ์ ผลิตภัณฑ์ขั้นสุดท้ายจะถูกปล่อยออกทางวาล์วผีเสื้อไปยังขั้นตอนการแปรรูปถัดไป.
V. จุดควบคุมคุณภาพและพารามิเตอร์สำคัญ

1. ความถี่ของล้อจำแนกประเภท: ค่ามาตรฐาน ±5 เฮิรตซ์
2. ความถี่การจ่ายวัสดุ: ค่ามาตรฐาน ±5 เฮิรตซ์
3. ปริมาณออกซิเจน: ≤50 ppm
4. แรงดันลมในการกัด: ค่ามาตรฐาน ±100 kPa
5. อุณหภูมิแหล่งอากาศ: 100-120°C
6. จุดน้ำค้างของอากาศที่ใช้ในการบด: ≤ -20°C
7. แรงดันลมซีล / แรงดันลมป้องกัน: ค่ามาตรฐาน ±0.05 MPa
8. ความเข้มข้นของผง (%): 0.2 – 2.4
9. กระแสไฟฟ้าของล้อจำแนกประเภท: ค่ามาตรฐาน ±5 A
10. แรงดันแตกต่างของตัวกรอง (Pa): ค่ามาตรฐาน ±200
11. ความถี่ (เฮิร์ตซ์) / กระแสไฟฟ้า (แอมป์): ค่ามาตรฐาน ±10 / ค่ามาตรฐาน ±5
12. การกระจายขนาดอนุภาค:
D10 ≥ 0.3 µm, D50: 1.1 ± 0.5 µm, D90 ≤ 10 µm, D99 ≤ 25 µm
VI. หมายเหตุการใช้งานและความปลอดภัย

1. การตรวจสอบปริมาณออกซิเจน: ตรวจสอบปริมาณออกซิเจนในระบบอย่างเคร่งครัดระหว่างการเริ่มต้นและการทำงาน หากระดับเกินขีดจำกัด ให้เปิดวาล์วไล่ก๊าซเฉื่อยและวาล์วระบายอากาศด้วยตนเองเพื่อไล่ออกซิเจนออก.
2. การควบคุมแรงดันลบ: รักษาแรงดันลบของระบบให้อยู่ระหว่าง -2 ถึง -6 กิโลปาสคาล โดยปกติแล้วระบบจะควบคุมอัตโนมัติ แต่หากการควบคุมอัตโนมัติไม่เพียงพอ อาจจำเป็นต้องปรับด้วยตนเองผ่านวาล์วระบายอากาศ/วาล์วปล่อยไอเสีย.
3. การไหลของวัสดุ: ตรวจสอบการไหลของวัสดุที่ปล่อยออกมาอย่างสม่ำเสมอ ใช้ค้อนลมช่วยหากเกิดการอุดตันหรือการไหลไม่ดี.
4. การทำงานของเครื่องคัดแยก: ใช้งานเครื่องคัดแยกด้วยความถี่ 5-50 เฮิรตซ์ ห้ามใช้ความถี่/กระแสไฟฟ้าเกินพิกัด และห้ามหมุนย้อนกลับ.
5. การทำงานของเครื่องป้อน: ควบคุมความถี่การทำงานของเครื่องป้อนสกรูให้อยู่ในช่วง 5-50 เฮิรตซ์ ห้ามใช้ความถี่/กระแสไฟฟ้าเกินกว่าที่กำหนด.
6. ขั้นตอนการปิดเครื่อง: หลังจากปิดเครื่องแล้ว ให้ไล่ก๊าซที่ตกค้างออกจากเครื่องอัดอากาศและเครื่องอบแห้งให้หมด.
7. สภาพแวดล้อมของอุปกรณ์: อุณหภูมิแวดล้อมสำหรับคอมเพรสเซอร์และเครื่องอบแห้งแบบทำความเย็นต้องไม่เกิน 40°C เพื่อยืดอายุการใช้งาน.
8. ระหว่างการตรวจสอบการผลิต ให้ตรวจสอบไฟแสดงสถานะบนตู้ควบคุมไฟฟ้า ไฟสีเขียวแสดงว่าอุปกรณ์ทำงานปกติ ไฟสีเหลืองแสดงว่าอุปกรณ์มีสัญญาณเตือน ซึ่งต้องตรวจสอบและแก้ไขสัญญาณเตือนทันที ไฟสีแดงแสดงว่าอุปกรณ์ขัดข้อง ซึ่งต้องปิดเครื่องเพื่อตรวจสอบทันที การทำงานจะกลับมาดำเนินการต่อได้ก็ต่อเมื่อแก้ไขข้อผิดพลาดแล้วเท่านั้น ห้ามมิให้ใช้งานอุปกรณ์ต่อไปเมื่อไฟสัญญาณเตือนสีเหลืองติดอยู่.
9. การปิดระบบอย่างถูกต้อง: ก่อนปิดระบบ ตรวจสอบให้แน่ใจว่าห้องบดว่างเปล่าโดยสมบูรณ์ (โดยทั่วไป 5-20 นาทีหลังจากหยุดการป้อนวัสดุ) ห้ามหยุดระบบทั้งหมดทันทีหลังจากหยุดการป้อนวัสดุ หรือในขณะที่ยังมีวัสดุเหลืออยู่ในห้องบด หากมีวัสดุเหลืออยู่ในห้องบดหลังจากหยุดการทำงานตามปกติ จะต้องทำความสะอาดให้หมดก่อนเริ่มการทำงานใหม่ ห้ามเริ่มการทำงานของเครื่องบดในขณะที่ยังมีวัสดุอยู่ภายใน.
ปัจจัยที่มีผลต่อประสิทธิภาพการบด

1. อัตราการป้อน: สำหรับวัสดุชนิดเดียวกัน อัตราการป้อนที่แตกต่างกันจะส่งผลให้ความละเอียดแตกต่างกัน โดยทั่วไปแล้ว หากเงื่อนไขอื่นๆ คงที่ อัตราการป้อนที่สูงขึ้นจะให้ผลิตภัณฑ์ที่ละเอียดกว่าและมีการกระจายขนาดที่แคบกว่า อย่างไรก็ตาม อัตราการป้อนที่ต่ำเกินไปจะลดโอกาสการชนกันของอนุภาค ซึ่งส่งผลเสียต่อความละเอียด การปรับอัตราการป้อนมีเป้าหมายเพื่อให้ได้อัตราส่วนก๊าซต่อของแข็งที่เหมาะสมที่สุด ความสามารถในการบดที่ต่ำลงหรือความต้องการความละเอียดที่สูงขึ้นจะต้องการอัตราส่วนก๊าซต่อของแข็งที่สูงขึ้น.
2. แรงดันในการบด: หลักการนี้อาศัยการแปลงพลังงานจากแรงดันของของเหลวให้เป็นพลังงานจลน์ ซึ่งเป็นแรงในการบด แรงดันแก๊สที่สูงขึ้นจะเพิ่มความเร็วของเจ็ท (แม้ว่าจะไม่เพิ่มขึ้นแบบเชิงเส้น เนื่องจากค่าสัมประสิทธิ์ความต้านทานจะเพิ่มขึ้นเกินจุดหนึ่ง) จึงส่งผลต่อพลังงานที่ป้อนเข้าไป.
3. ขนาดหัวฉีด: เส้นผ่านศูนย์กลางของหัวฉีดส่งผลต่อปริมาณอนุภาคที่ถูกเร่งความเร็วและความเร็วสุดท้ายของอนุภาค ซึ่งส่งผลต่อขนาดและความสม่ำเสมอของอนุภาคในขั้นสุดท้าย โดยทั่วไป หัวฉีดขนาดเล็กจะเพิ่มแรงดัน ทำงานกับอนุภาคจำนวนน้อยลง ทำให้ได้ความเร็วอนุภาคสูงขึ้น ส่งผลให้ความสม่ำเสมอหลังการชนลดลง ผลิตผงละเอียดแต่ไม่สม่ำเสมอ และในทางกลับกัน เพื่อปรับปรุงความสม่ำเสมอและลดขนาดอนุภาคขนาดใหญ่ (D90, Dmax) อาจจำเป็นต้องเพิ่มเส้นผ่านศูนย์กลางของหัวฉีดให้เหมาะสม.
4. อุณหภูมิในการบด: อุณหภูมิของวัสดุที่ต่ำลงจะลดประสิทธิภาพการบดและกำลังการผลิตลงอย่างมาก หากเป็นไปได้ แนะนำให้เพิ่มอุณหภูมิในกระบวนการเพื่อแก้ไขปรากฏการณ์ปกติเช่นนี้.
5. อิทธิพลของแรงดันย้อนกลับ: แรงดันย้อนกลับ ซึ่งเป็นแรงดันสถิตที่ทางออกของหัวฉีดภายในห้องบด มีผลต่อความเร็วการไหลของก๊าซภายในหัวฉีด แรงดันย้อนกลับที่มากเกินไปจะขัดขวางการไหลของหัวฉีด ทำให้พลังงานจลน์ที่ใช้ในการบดลดลงโดยตรง แรงดันย้อนกลับที่เพิ่มขึ้นเป็นสิ่งที่ไม่พึงประสงค์ ในกระบวนการผลิต ความต้านทานที่เพิ่มขึ้นในระบบรวบรวมอาจทำให้แรงดันย้อนกลับเพิ่มขึ้นได้เช่นกัน การตรวจสอบให้แน่ใจว่าแรงดันย้อนกลับของระบบอยู่ในช่วงที่กำหนด (+2 ถึง +6 kPa) จะช่วยรักษาความเร็วในการกระทบของอนุภาคให้สูงขึ้น ซึ่งเอื้อต่อการบดที่มีประสิทธิภาพ.
ผงมหากาพย์
ผงมหากาพย์ บริษัทของเรามีความเชี่ยวชาญด้านเทคโนโลยีการแปรรูปผงละเอียดสำหรับอุตสาหกรรมแร่ อุตสาหกรรมเคมี อุตสาหกรรมอาหาร อุตสาหกรรมยา และอื่นๆ ทีมงานของเรามีประสบการณ์มากกว่า 20 ปีในการแปรรูปผงชนิดต่างๆ และเคยออกแบบและติดตั้งสายการผลิตผงแบไรต์ละเอียดพิเศษด้วยเครื่องบดเจ็ทขนาดใหญ่ที่สุดในประเทศจีน เราเป็นผู้จัดจำหน่ายโครงการแปรรูปผงที่มืออาชีพที่สุด โดยเฉพาะอย่างยิ่งการบดผง การคัดแยกผง การกระจายผง การปรับสภาพพื้นผิวผง และการรีไซเคิลของเสีย เราให้บริการด้านการให้คำปรึกษา การทดสอบ การออกแบบโครงการ เครื่องจักร การติดตั้งใช้งาน และการฝึกอบรม.

ขอบคุณที่อ่าน ฉันหวังว่าบทความของฉันจะเป็นประโยชน์ โปรดแสดงความคิดเห็นด้านล่าง คุณยังสามารถ ติดต่อ EPIC ตัวแทนลูกค้าออนไลน์ของ Powder เซลดา หากต้องการสอบถามเพิ่มเติม”
— โพสต์โดย เจสัน หว่อง, วิศวกรอาวุโส