で エピックパウダー, リン酸鉄リチウム(LFP)電池の真の性能は粒子レベルで設計されていることを私たちは理解しています。当社の精密に制御されたLFP ジェットミリング プロセスは焼結材料を高純度粉末に変換し、優れたエネルギー密度、安全性、そしてサイクル寿命に必要な正確な粒度分布と超低水分含有量を実現します。このプロセスは粉砕にとどまらず、分級、乾燥、不活性ガス保護を1つの効率的なシステムに統合しています。より微細なD50(粒度分布)の最適化でも、より緻密なPSD(粒度分布)の最適化でも、LFPジェットミリングを理解することは、材料品質と生産の安定性を向上させる鍵となります。次世代バッテリーの性能に注力するエンジニアにとって、これはまさに精度の始まりです。.

I. プロセスの目的
焼結材料を原料サイロに輸送してジェット粉砕すると同時に、材料を加熱・乾燥させて、その水分含有量と粒度が製品仕様を満たすようにします。.
II. 主な装備
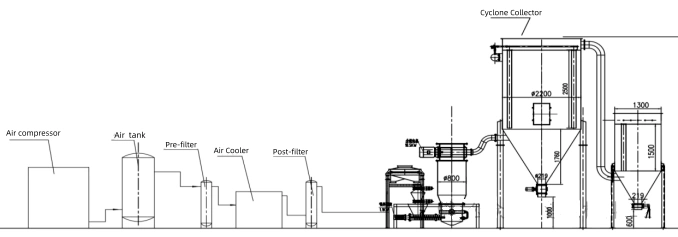
ジェットミリングシステムは主に以下の要素で構成されています。
エアコンプレッサー(空気源システム)
給餌システム
ミリングホスト
ターボ空気分級機
排出システム
フィルターシステム
制御システム
III. プロセス条件と動作原理
材料はチャンバーに投入され、高速ジェットによって加速されます。粒子同士、粒子と壁面の激しい衝突、摩擦力、せん断力によって材料は破砕・粉砕されます。粉砕された粉末は、内蔵の分級装置で分級されます。集塵機は、最終製品として規定された粒度に収まる微粉を集塵し、同時に空気を浄化します。規定を超えた粗粉は粉砕室に戻され、さらに粉砕されます。粉砕、分級、搬送の各段階を通して、材料中の微量水分が乾燥されます。.
IV. プロセスフロー
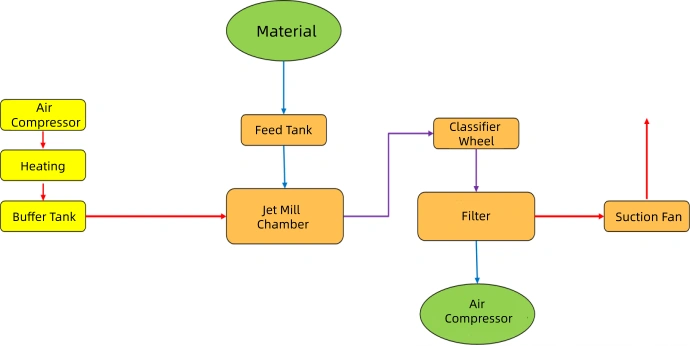
プロセス手順: 原料搬送 → 粉砕・選別 → 製品搬送 → 排出・包装
原料は上流工程からジェットミルの原料貯蔵サイロへ空気圧搬送されます。その後、トランスファーホッパー、バッファホッパー、ロータリーフィーダーを経て粉砕室へ送られ、高温窒素によって粉砕されます。粉砕された良質の原料は分級され、製品集塵機へ送られます。最終製品はバタフライバルブを介して次の処理工程へ排出されます。.
V. 品質管理ポイントと主要パラメータ

1. 分類ホイール周波数:標準値±5 Hz
2.排出フィーダー周波数:標準値±5Hz
3. 酸素含有量: ≤50 ppm
4. 粉砕空気圧:標準値±100 kPa
5. 空気源温度:100~120℃
6. 粉砕空気の露点:≤-20°C
7.シール空気圧/保護空気圧:標準値±0.05 MPa
8. 粉末濃度(%):0.2~2.4
9. 分級ホイール電流:標準値±5 A
10. フィルター差圧(Pa):標準値±200
11.搬送ファン周波数(Hz)/電流(A):標準値±10/標準値±5
12. 粒度分布:
D10 ≥ 0.3 µm、D50: 1.1 ± 0.5 µm、D90 ≤ 10 µm、D99 ≤ 25 µm
VI. 操作上の注意と安全性

1. 酸素モニタリング:起動時および運転中はシステムの酸素濃度を厳密に監視してください。濃度が限度を超えた場合は、不活性ガスパージバルブと排気バルブを手動で開き、酸素を置換してください。.
2. 負圧制御:システムの負圧を-2~-6 kPaの範囲に維持します。通常は自動制御されますが、自動制御が不十分な場合は、パージ/排気バルブによる手動調整が必要になる場合があります。.
3. 材料の流れ:排出流量を定期的に監視してください。ブリッジングや流量低下が発生した場合は、エアハンマーを使用して補助してください。.
4. 分級機の運転:分級機の運転周波数は5~50Hzとしてください。定格周波数/モータ電流を超えないでください。逆回転は禁止です。.
5. フィーダーの操作:スクリューフィーダーの周波数は5~50Hzで操作してください。定格周波数/モーター電流を超えないようにしてください。.
6. シャットダウン手順: シャットダウン後、エアコンプレッサーとドライヤーから残留ガスを完全に除去します。.
7. 機器環境: 耐用年数を確保するために、コンプレッサーと冷凍乾燥機の周囲温度は 40°C を超えてはなりません。.
8. 製造検査中は、電気制御盤の表示灯を確認してください。緑色のランプは機器の正常動作を示します。黄色のランプは機器のアラームを示しており、直ちに点検とアラームの解決が必要です。赤色のランプは機器の故障を示しており、点検のために直ちに停止する必要があります。運転を再開できるのは、故障が解消された後のみです。黄色のアラームランプが点灯している間は、機器の運転を継続することは固く禁じられています。.
9. 適切なシャットダウン:シャットダウン前に、粉砕室が完全に空になっていることを確認してください(通常、原料供給停止後5~20分)。原料供給停止直後、または粉砕室に原料が残っている状態でシステム全体を停止しないでください。通常の停止後も粉砕室に原料が残っている場合は、再起動前に完全に洗浄してください。粉砕室に原料が残っている状態で粉砕機を始動しないでください。.
製粉効率に影響を与える要因

1. 供給速度:同じ材料でも、供給速度が異なると粉末度が異なります。他の条件が一定であれば、一般的に供給速度が高いほど、より微細で粒度分布が狭い製品が得られます。しかし、供給速度が低すぎると粒子の衝突確率が低下し、粉末度に悪影響を与えます。供給速度の調整は、最適なガス/固体比を実現することを目的としています。粉砕性が悪い場合や、より高い粉末度が必要な場合は、より高いガス/固体比が必要となります。.
2. 粉砕圧力:原理は、流体圧力エネルギーを運動エネルギーに変換し、研削力を生み出すことです。ガス圧力が高いほどジェット速度は増加しますが(抵抗係数が一定値を超えると直線的に増加しないため)、エネルギー入力に影響を与えます。.
3. ノズルサイズ:ノズル径は加速される粒子の量と最終速度に影響し、最終的な粒子サイズと均一性に影響を与えます。一般的に、ノズル径が小さいほど圧力が上昇し、作用する粒子数は少なくなり、粒子速度は速くなりますが、衝突後の均一性は低下し、粉末は細かくなりますが、均一性は低下します。また、ノズル径が小さいほど均一性は低下します。均一性を向上させ、大きな粒子サイズ(D90、Dmax)を低減するには、ノズル径を適切に大きくする必要があるかもしれません。.
4. 粉砕温度:材料温度が低いと、粉砕効率と生産能力が大幅に低下します。この正常な現象に対処するため、可能であればプロセス温度を上げることをお勧めします。.
5. 背圧の影響:背圧は、粉砕室内のノズル出口における静圧であり、ノズル内のガス流速に影響を与えます。背圧が高すぎるとノズルの流れが阻害され、粉砕に利用できる運動エネルギーが直接的に減少します。背圧の上昇は有害です。生産工程においては、集塵システム内の抵抗の上昇も背圧の上昇につながる可能性があります。システムの背圧を設定範囲(+2~+6 kPa)内に維持することで、粒子の衝突速度を高く維持し、効率的な粉砕を促進します。.
エピックパウダー
エピックパウダー は、鉱業、化学、食品、医薬品などの微粉体処理技術を専門としています。当社のチームは、様々な粉体処理において20年以上の経験を有し、中国最大級の超微粒重晶石粉末製造用ジェットミルラインの設計・設置実績があります。当社は、粉体処理プロジェクト、特に粉体粉砕、粉体分級、粉体分散、粉体分級、粉体表面処理、廃棄物リサイクルにおいて、最も専門的なサプライヤーです。コンサルティング、試験、プロジェクト設計、機械の試運転、トレーニングなど、幅広いサービスを提供しています。.

読んでいただきありがとうございます。この記事が少しでもお役に立てれば幸いです。ぜひ下のコメント欄にご意見をお寄せください。 EPICにお問い合わせください パウダーオンラインカスタマー担当者 ゼルダ ご質問等ございましたら、お気軽にお問い合わせください。」
— 投稿者 ジェイソン・ワン, シニアエンジニア