Le polveri chimiche sono tra i materiali più impegnativi da lavorare su scala industriale. A differenza delle polveri minerali o alimentari, le materie prime chimiche coprono un'enorme gamma di reattività. Vanno da cariche inorganiche inerti a composti metallici sensibili all'ossidazione, pigmenti organici combustibili e superfici cataliticamente attive che si degradano a contatto con calore o umidità. Un'attrezzatura di macinazione universale semplicemente non funziona. Quindi, esploriamo come fresatura a getto controlla le dimensioni delle particelle, gestisce la reattività e garantisce la lavorazione sicura delle polveri chimiche.
A Polvere EPICA Machinery, progettiamo sistemi di macinazione a getto specificamente configurati per le sfide della lavorazione di polveri chimiche. Questo articolo spiega cosa rende le polveri chimiche particolarmente difficili da macinare e come le attrezzature giuste gestiscano la reattività e il rischio di esplosione. Mostra inoltre come l'ingegneria delle particelle controllate fornisca le precise distribuzioni dimensionali necessarie per i processi a valle: rivestimenti, compounding di polimeri e reazioni catalitiche. Approfondiamo inoltre tre aree applicative di alto valore: pigmenti e coloranti, ritardanti di fiamma e polveri catalizzatrici.

Perché la lavorazione delle polveri chimiche richiede attrezzature specializzate
La maggior parte delle apparecchiature per la lavorazione delle polveri è progettata sulla base di presupposti che semplicemente non valgono per le applicazioni chimiche. I mulini a martelli generano calore. I mulini a sfere rischiano la contaminazione metallica. La macinazione a umido introduce umidità, un problema catastrofico per i composti sensibili all'umidità e una fonte di contaminazione ionica che degrada la purezza dei catalizzatori e dei materiali di grado elettronico.
Le polveri chimiche presentano quattro sfide distinte che le apparecchiature standard non possono risolvere in modo affidabile:
- Ampio intervallo di reattività: Lo stesso impianto di produzione può processare carbonato di calcio inerte in un turno e un materiale anodico sensibile all'ossidazione in quello successivo. Le apparecchiature devono essere configurabili, non fisse.
- Pericolo di polvere combustibile: Molti pigmenti organici, materiali a base di carbonio e intermedi chimici fini presentano basse energie minime di innesco (MIE) e alti indici di deflagrazione (Kst). Senza una progettazione antideflagrante e sistemi a gas inerte, la macinazione rappresenta un serio rischio per la sicurezza.
- Sensibilità alla contaminazione: La contaminazione da tracce di metalli provenienti dai mezzi di macinazione può disattivare i siti catalitici, alterare la tonalità dei pigmenti o causare la degradazione dei polimeri. La lavorazione chimica richiede superfici di contatto in ceramica, allumina o carburo di silicio, non in acciaio al carbonio.
- La morfologia delle particelle determina le prestazioni: Per i prodotti chimici, la granulometria non è solo un parametro qualitativo, ma anche funzionale. Un ritardante di fiamma macinato a D50 8 µm si comporta in modo diverso dallo stesso materiale a D50 3 µm. Area superficiale, reattività, disperdibilità e conformità normativa dipendono tutti dalla corretta distribuzione granulometrica.
La fresatura a getto affronta tutte e quattro queste sfide attraverso la sua progettazione: nessuna generazione di calore meccanico, nessun mezzo di macinazione a contatto con il prodotto e completa compatibilità con atmosfere di gas inerti e sistemi a circuito chiuso.
La sicurezza prima di tutto: gestione della reattività e del rischio di esplosione nella macinazione delle polveri
Per molte polveri chimiche, la fase di macinazione rappresenta il punto più rischioso del processo produttivo. La macinazione riduce le dimensioni delle particelle e aumenta notevolmente la superficie, accelerando l'ossidazione, abbassando le soglie di innesco e aumentando la probabilità di innesco delle nubi di polvere. Gli ingegneri di processo e i responsabili EHS devono specificare apparecchiature che gestiscano attivamente questi rischi, non solo apparecchiature che li tollerino.
Comprendere il pericolo: polvere combustibile e polveri reattive
La macinazione di polveri chimiche si applica a due distinte categorie di pericolo. La prima è la polvere combustibile: pigmenti organici, carbon black, polveri polimeriche e molti intermedi chimici fini formeranno nubi di polvere esplosive se la concentrazione di particelle supera la concentrazione minima esplosiva (MEC) e in presenza di una fonte di ignizione. Norme come NFPA 68, NFPA 654 e IEC 61241 regolano i requisiti di progettazione per le apparecchiature che gestiscono questi materiali.
La seconda categoria è quella delle polveri reattive e sensibili all'ossidazione: le polveri metalliche (alluminio, magnesio, titanio), i materiali delle batterie al litio e i composti delle terre rare reagiscono esotermicamente con l'ossigeno atmosferico. Anche in assenza di una fonte di ignizione, l'ossidazione superficiale durante la macinazione può compromettere la purezza del prodotto, ridurre la resa e, in alcuni casi, creare condizioni termiche incontrollabili.
Come Jet Milling gestisce questi rischi
I mulini a getto affrontano i rischi della lavorazione chimica attraverso una combinazione di principi operativi fondamentali e opzioni ingegneristiche:
- Nessuna generazione di calore meccanico: L'aria compressa o il gas svolgono il lavoro di frantumazione. Non ci sono lame rotanti, martelli o superfici abrasive che generano calore da attrito, eliminando così una fonte di accensione primaria.
- Spurgo con gas inerte (N₂, Ar, CO₂): Il circuito di macinazione può essere spurgato e mantenuto in atmosfera inerte durante l'intera lavorazione. Ciò può prevenire l'ossidazione delle polveri reattive e rimuovere l'ossigeno al di sotto della concentrazione limite di ossigeno (LOC) per i materiali combustibili. I mulini a getto di polvere EPIC sono progettati per il funzionamento completo in un circuito di gas inerte.
- Costruzione antideflagrante: Configurazioni con certificazione ATEX/IECEx con alloggiamenti resistenti agli urti, messa a terra statica e superfici interne antiscintilla per ambienti con polvere combustibile.
- Scarico a circuito chiuso con filtrazione integrata: per polveri tossiche, cancerogene o altamente reattive, i sistemi completamente sigillati con filtri a sacco integrati o cicloni garantiscono l'assenza di esposizione dell'operatore e contengono il prodotto dall'ingresso del mulino fino al contenitore di raccolta finale.
- Sistemi di sovrappressione e soppressione della pressione: pannelli di sfogo delle esplosioni e sistemi di soppressione chimica possono essere integrati secondo quanto richiesto dalla valutazione del rischio del sito.
Parametri di sicurezza chiave da specificare quando si ordina un mulino a getto di polvere chimica
• Classe Kst/St del materiale: determina la categoria di protezione dalle esplosioni richiesta
• Energia minima di accensione (MIE): requisiti antistatici e di messa a terra degli azionamenti
• Concentrazione limite di ossigeno (LOC): imposta il livello target di O₂ per i sistemi a gas inerte
• Sensibilità alla temperatura di esercizio: determina i requisiti di raffreddamento e il controllo della temperatura del gas
• Tossicità/OEL: determina la scelta tra progettazione a circuito chiuso e a circuito aperto
• Target D50 / D97: determina il tipo di mulino e la configurazione del classificatore
Ingegneria delle particelle controllate: ottenere dimensioni e distribuzione precise
Nella produzione chimica, l'espressione "ingegneria delle particelle controllate" ha un significato specifico: la capacità di raggiungere una distribuzione granulometrica definita – D50, D90, D97 e span – in modo ripetibile, lotto dopo lotto, senza interventi manuali o deviazioni di processo. Non si tratta semplicemente di un requisito di controllo qualità. È un requisito funzionale.
Consideriamo i controlli delle dimensioni delle particelle nelle applicazioni chimiche: la velocità di reazione di un catalizzatore dipende dalla superficie disponibile, che è inversamente proporzionale al diametro delle particelle. Il potere coprente di un pigmento dipende da D50. L'efficienza di un ritardante di fiamma dipende dalla sua superficie e dalla rapidità con cui si decompone termicamente. Una piccola variazione della PSD non è un difetto estetico, ma una variazione delle prestazioni del prodotto.
I parametri che controllano la dimensione delle particelle nella fresatura a getto
I mulini a getto offrono una serie di parametri di processo regolabili in modo indipendente che definiscono collettivamente il PSD di output:
- Velocità della ruota del classificatore: La leva di controllo principale per D50. L'aumento della velocità del classificatore aumenta la forza centrifuga che agisce sulle particelle, restituendo materiale più grossolano per un'ulteriore macinazione e un serraggio del punto di taglio. Un classificatore ben regolato può mantenere D50 entro ±0,3 µm da una fase all'altra.
- Pressione di macinazione e configurazione dell'ugello: Una maggiore pressione del gas compresso aumenta la velocità delle particelle e l'energia d'impatto, riducendo D50 e D97. La geometria e il numero degli ugelli determinano l'intensità e la direzionalità della zona di macinazione.
- Velocità di avanzamento: A velocità di classificazione e pressione di macinazione costanti, l'aumento della velocità di avanzamento determina una leggera maggiore grossolanità del PSD. L'ottimizzazione della velocità di avanzamento bilancia la produttività con la finezza.
- Supporti (per mulini a getto a letto fluido): I mulini a getto a letto fluido utilizzano mezzi di macinazione per integrare l'impatto particella su particella, consentendo valori D97 più fini e una maggiore produttività per i materiali più duri.
Per la maggior parte delle applicazioni chimiche, un mulino a getto a letto fluido con classificatore dinamico integrato è la configurazione preferita: offre un controllo della finezza superiore, una maggiore produttività e un consumo energetico specifico inferiore rispetto a un semplice mulino a getto a spirale. Il team di ingegneri di EPIC Powder conduce prove su scala di laboratorio per ottimizzare questi parametri prima di impegnarsi nelle specifiche di produzione complete.
Intervalli di dimensioni delle particelle raggiungibili
A seconda della durezza e della configurazione del materiale, la fresatura a getto solitamente produce:
| Tipo di mulino | Gamma tipica D50 | Tipico D97 | Ideale per |
| Mulino a getto a spirale | 1 – 20 µm | < 30 µm | Piccoli lotti, ricerca e sviluppo, materiali sensibili al calore |
| Mulino a getto a letto fluido | 2 – 50 µm | < 10 µm ottenibili | Scala di produzione, materiali duri, PSD stretto |
| Letto fluido + classificatore | 1 – 30 µm | < 5 µm ottenibili | Requisiti di elevata purezza e distribuzione ristretta |
Applicazione in primo piano 1: Pigmenti e coloranti
La dimensione delle particelle è probabilmente più critica per pigmenti e coloranti che per qualsiasi altra categoria chimica, perché determina direttamente le proprietà ottiche del prodotto finale. Intensità del colore, opacità, brillantezza e uniformità della tinta variano sensibilmente con le variazioni di D50, spesso a livello submicronico.
Per i pigmenti organici (ftalocianine, chinacridoni, composti azoici), il D50 target è in genere compreso tra 1 e 5 µm, con un intervallo ristretto per garantire la coerenza del colore tra i lotti di produzione. I pigmenti inorganici come il biossido di titanio (TiO₂) e gli ossidi di ferro richiedono una precisione simile, con il TiO₂ per rivestimenti ad alta opacità spesso specificato a D50 0,2-0,4 µm, un intervallo raggiungibile con macinazione a getto ad alta pressione e classificazione.
Perché la fresatura a getto è la scelta preferita per i pigmenti

Tre vantaggi specifici rendono la macinazione a getto la tecnologia dominante per la riduzione delle dimensioni dei pigmenti nelle applicazioni di alta qualità:
• Zero contaminazione metallica: I mulini a martelli e a sfere rilasciano metallo dalle superfici di macinazione nel prodotto. Per i pigmenti, anche la contaminazione da tracce di metallo – ferro a livello di parti per milione – modifica sensibilmente la tonalità, in particolare nelle formulazioni chiare o a base bianca. La fresatura a getto elimina completamente il contatto tra le superfici metalliche e il prodotto.
•Nessun cambiamento di colore indotto dal calore: Alcuni pigmenti organici sono sensibili al calore e subiscono transizioni di fase cristallina o decomposizione parziale a temperature elevate, alterando in modo permanente le proprietà del colore. La fresatura a getto non genera calore da attrito.
•La lavorazione a secco preserva la disperdibilità: La macinazione a umido seguita da essiccazione crea agglomerati duri attraverso l'azione della forza capillare durante l'evaporazione del liquido. Questi agglomerati riducono la disperdibilità nel mezzo di utilizzo finale (vernice, inchiostro, masterbatch plastico) e richiedono ulteriori fasi di deagglomerazione. La macinazione a getto secco scarica la polvere nel suo stato naturalmente disperso.
La macinazione a getto viene applicata a rivestimenti, inchiostri da stampa, colorazioni di materie plastiche e pigmenti cosmetici. In particolare, per la macinazione del nero di carbonio, un materiale con un MIE estremamente basso e un Kst elevato, le configurazioni del circuito a gas inerte di EPIC Powder offrono un processo sicuro e privo di contaminazioni.
Applicazione in primo piano 2: Ritardanti di fiamma
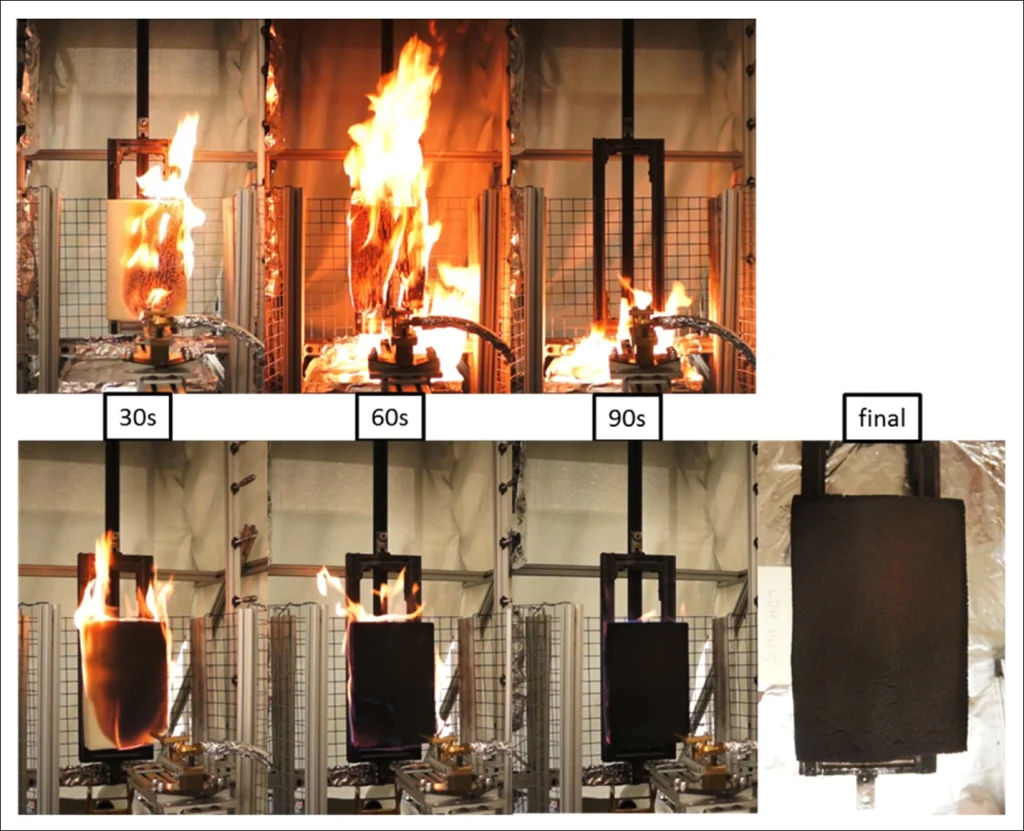
L'efficacia di un ritardante di fiamma minerale è determinata principalmente dalla sua area superficiale. L'area superficiale è determinata dalla dimensione delle particelle. Il triidrato di alluminio (ATH) e l'idrossido di magnesio (Mg(OH)₂), i due ritardanti di fiamma senza alogeni più utilizzati, agiscono per decomposizione endotermica. Assorbono calore e rilasciano vapore acqueo, diluendo i gas combustibili e raffreddando la matrice polimerica. Quanto più rapida è questa decomposizione, tanto più efficace è la protezione. La velocità di decomposizione aumenta con l'area superficiale, il che significa che particelle più piccole hanno prestazioni migliori.
Per applicazioni polimeriche (mescole per cavi, gomma, fogli termoplastici), ATH e Mg(OH)₂ sono in genere specificati con D50 2–8 µm, con D97 < 20 µm per evitare problemi di lavorazione durante la miscelazione e l'estrusione. Le particelle più grossolane riducono le proprietà meccaniche e causano difetti superficiali nei profili finiti.
Sfide di lavorazione per polveri ignifughe
L'ATH e l'Mg(OH)₂ sono moderatamente duri e altamente abrasivi. Questa combinazione accelera l'usura nei mulini convenzionali e rischia di contaminare il prodotto con il materiale di macinazione. La contaminazione metallica nei ritardanti di fiamma è particolarmente problematica perché tracce di ferro o cromo possono catalizzare la degradazione del polimero alle temperature di lavorazione, compromettendo sia le proprietà meccaniche che la resistenza al fuoco del composto finito.
La macinazione a getto con camere di macinazione rivestite in ceramica o carburo di silicio affronta direttamente l'usura abrasiva. Non ci sono superfici metalliche nella zona di macinazione, i tassi di usura sono trascurabili su cicli di produzione prolungati e la purezza del prodotto viene preservata. Inoltre, il processo a secco a circuito chiuso elimina la necessità di essiccazione a valle, un aspetto importante perché l'alluminio triidrato inizia a perdere gruppi ossidrilici sopra i 180 °C, una temperatura che l'essiccazione a spruzzo può raggiungere.
Gli standard di prova di resistenza al fuoco pertinenti – UL 94, IEC 60695, EN 45545 – stabiliscono requisiti minimi correlati alla dimensione e alla distribuzione delle particelle di ritardante di fiamma. Una PSD uniforme ottenuta tramite fresatura a getto si traduce direttamente in risultati di prova coerenti, riducendo il rischio di certificazione.
Applicazione in primo piano 3: Polveri catalizzatrici
Per le polveri catalizzatrici, la dimensione delle particelle e l'area superficiale non sono parametri di qualità, bensì le principali variabili prestazionali. L'area superficiale BET di un catalizzatore è inversamente proporzionale alla dimensione delle particelle: dimezzando il D50 si raddoppia approssimativamente la superficie catalitica disponibile per grammo di materiale, aumentando la velocità di reazione, l'efficienza di conversione e l'utilizzo del catalizzatore.
I materiali catalizzatori più comuni lavorati mediante fresatura a getto includono zeoliti (utilizzate nella raffinazione del petrolio e nella petrolchimica), ossidi metallici come TiO₂ (fotocatalisi), Al₂O₃ e ZnO (sintesi industriale) e sistemi di metalli preziosi su supporto. In ogni caso, la sfida è raggiungere la dimensione delle particelle desiderata senza disattivare la superficie catalitica.
Perché la lavorazione del catalizzatore richiede un'attenzione eccezionale
L'attività catalitica viene facilmente distrutta dalle condizioni create dai mulini convenzionali:
- Calore: Le temperature elevate durante la macinazione possono sinterizzare le superfici del catalizzatore, far collassare le strutture dei pori nelle zeoliti e provocare transizioni di fase indesiderate negli ossidi metallici (ad esempio, da anatasio a rutilo in TiO₂), riducendo in modo permanente l'attività catalitica.
- Contaminazione: Le tracce di metallo provenienti dai mezzi di macinazione competono con i siti catalitici attivi o agiscono come veleni per il catalizzatore. Nei sistemi catalitici a base di metalli preziosi, anche i livelli di contaminazione nell'ordine delle parti per miliardo sono importanti.
- Esposizione atmosferica: Molti precursori di catalizzatori e catalizzatori metallici ridotti sono sensibili all'aria. La lavorazione in un sistema aperto causa un'ossidazione superficiale che deve essere invertita, con un notevole dispendio energetico e di costi, prima dell'uso.
La fresatura a getto elimina tutti e tre i rischi contemporaneamente: nessuna generazione di calore, nessun contatto con il metallo e piena compatibilità con atmosfere di gas inerte. I sistemi a gas inerte a circuito chiuso di EPIC Powder possono mantenere i livelli di ossigeno al di sotto di 100 ppm in tutto il circuito di fresatura, fornendo un ambiente di lavorazione adatto anche ai precursori di catalizzatori piroforici.
I target granulometrici tipici per le applicazioni catalizzatrici vanno da D50 2–20 µm per catalizzatori supportati e polveri carrier, fino a D50 < 5 µm per fasi attive ad elevata area superficiale. Un controllo rigoroso di D97 è altrettanto importante: particelle sovradimensionate riducono l'uniformità di impaccamento del letto nei reattori a letto fisso e causano canalizzazione nelle applicazioni a letto fluido.
Come scegliere la giusta configurazione del mulino a getto per polveri chimiche
La scelta della corretta configurazione del mulino a getto per un'applicazione di polveri chimiche implica la valutazione delle proprietà del materiale e dei requisiti di lavorazione in base alle opzioni ingegneristiche disponibili. Il seguente schema illustra i punti decisionali più critici:
| Requisito | Configurazione consigliata |
| Polvere combustibile (St 1–2, pigmenti organici, nerofumo) | Mulino con certificazione ATEX/IECEx + spurgo gas inerte + sfiato antideflagrante |
| Polvere sensibile all'ossidazione (polveri metalliche, materiali per batterie) | Circuito chiuso di gas inerte (N₂ o Ar) + monitoraggio dell'ossigeno + sistema di scarico inerte |
| Materiale tossico o cancerogeno | Sistema a circuito chiuso completamente sigillato con filtro a sacco integrato + trasferimento tramite glove-box |
| Target D50 < 5 µm con PSD stretto | Mulino a getto a letto fluido con classificatore ad aria dinamico |
| Target D50 5–30 µm, produttività moderata | Mulino a getto a spirale o a letto fluido senza classificatore |
| Materiale abrasivo (ATH, Mg(OH)₂, TiO₂) | Camera di macinazione rivestita in carburo di silicio o allumina |
| Requisito di elevata purezza (catalizzatori, grado elettronico) | Mulino rivestito in ceramica + gas inerte + scarico chiuso |
| Sviluppo su scala di laboratorio/ottimizzazione dei processi | Prova di mulino a getto su scala di laboratorio EPIC: i risultati del D50 vengono trasferiti direttamente alla scala di produzione |
Queste configurazioni non si escludono a vicenda: molte applicazioni di polveri chimiche richiedono una combinazione di caratteristiche. Il team di ingegneri di EPIC Powder Machinery collabora con gli ingegneri di processo dalle specifiche iniziali fino alle prove di laboratorio e allo scale-up, garantendo che il sistema finale sia perfettamente adattato al materiale, al PSD target e ai requisiti di sicurezza del sito.

Ottieni consigli da esperti sul tuo processo di produzione di polveri chimiche
Ogni applicazione di polveri chimiche è diversa: la configurazione corretta del mulino dipende dal materiale specifico, dalla dimensione delle particelle target e dai requisiti di sicurezza del sito. Il nostro team di ingegneri di EPIC Powder Machinery possiede le competenze di processo necessarie per ottenere il risultato desiderato fin dal primo tentativo, non dal quinto.
Offriamo consulenze gratuite sui processi e prove di macinazione in laboratorio, in modo da poter convalidare le prestazioni delle dimensioni delle particelle e la progettazione del sistema prima di impegnarsi in apparecchiature di produzione complete.
→ Richiedi una consulenza gratuita a www.jet-mills.com/contact
→ Esplora la nostra gamma di mulini a getto su www.jet-mills.com

Domande frequenti
Qual è il modo più sicuro per macinare polveri chimiche reattive o combustibili?
L'approccio più sicuro combina la progettazione delle apparecchiature con l'ingegneria di processo. I mulini a getto eliminano la generazione di calore meccanico, una delle principali fonti di ignizione nei mulini convenzionali, e possono essere configurati con spurgo con gas inerte (azoto o argon) per sopprimere l'ignizione delle polveri combustibili riducendo l'ossigeno al di sotto della concentrazione limite di ossigeno (LOC). Per gli ambienti ATEX Zona 20/21, gli alloggiamenti resistenti agli urti e i sistemi di scarico a circuito chiuso garantiscono la sicurezza degli operatori e la conformità alle normative. EPIC Powder Machinery offre sistemi di mulini a getto completamente certificati ATEX/IECEx per polveri chimiche combustibili e reattive.
In che modo la fresatura a getto consente un controllo preciso delle dimensioni delle particelle per applicazioni chimiche?
I mulini a getto utilizzano gas compresso per accelerare le particelle ad alta velocità, riducendone le dimensioni attraverso l'impatto tra le particelle. La distribuzione granulometrica delle particelle in uscita è controllata regolando la velocità della ruota del classificatore (la leva di controllo principale del D50), la pressione di macinazione e la velocità di avanzamento. Un mulino a getto a letto fluido ben regolato con classificatore dinamico può mantenere il D50 entro ±0,3 µm da un ciclo all'altro, ottenendo distribuzioni da 1 µm a oltre 50 µm a seconda della configurazione. EPIC Powder conduce prove su scala di laboratorio per definire il set di parametri ottimale prima di passare alla produzione su scala industriale.
Quale dimensione delle particelle è consigliata per i ritardanti di fiamma come l'ATH e l'idrossido di magnesio?
Per la maggior parte delle applicazioni di compounding polimerico (isolamento di cavi, fogli di gomma, profili termoplastici), il triidrato di alluminio (ATH) e l'idrossido di magnesio sono specificati a D50 2–8 µm, mentre D97 è inferiore a 20 µm. Le particelle più fini forniscono una maggiore area superficiale, che favorisce una decomposizione endotermica più rapida e una soppressione della fiamma più efficace. Tuttavia, particelle eccessivamente fini possono aumentare la viscosità del compound e ridurne le proprietà meccaniche. La specifica ottimale dipende dalla matrice polimerica e dallo standard di prova antincendio di destinazione (UL 94, IEC 60695, EN 45545).
I mulini a getto possono processare le polveri dei catalizzatori senza contaminare la superficie attiva?
Sì, questo è uno dei motivi principali per cui i produttori preferiscono la macinazione a getto per la lavorazione dei catalizzatori. Poiché l'impatto particella su particella produce una frantumazione anziché il contatto con le superfici di macinazione metalliche, il mulino stesso non introduce alcuna contaminazione metallica. In combinazione con camere di macinazione rivestite in ceramica o carburo di silicio e atmosfere di gas inerte, la macinazione a getto preserva la purezza e la chimica superficiale dei materiali cataliticamente attivi. Zeoliti, ossidi metallici e catalizzatori con metalli preziosi su supporto vengono tutti trattati di routine con la macinazione a getto.
Qual è la differenza tra un mulino a getto a spirale e un mulino a getto a letto fluido per applicazioni chimiche?
Un mulino a getto a spirale utilizza una camera di macinazione circolare in cui un flusso a spirale accelera le particelle. La forza centrifuga le classifica naturalmente. Il gas trattiene le particelle più grossolane nella zona di macinazione esterna, mentre quelle più fini vengono espulse attraverso un'uscita centrale. I produttori lo preferiscono per piccoli lotti, attività di ricerca e sviluppo e materiali sensibili al calore. Un mulino a getto a letto fluido utilizza getti di gas contrapposti per creare una zona di macinazione fluidizzata ad alta energia. È abbinato a un classificatore dinamico regolabile che consente un controllo PSD preciso e indipendente. Per la lavorazione di polveri chimiche su scala di produzione che richiede D50 costante e D97 stretto, il mulino a getto a letto fluido con classificatore integrato è la configurazione preferita.

Grazie per aver letto. Spero che il mio articolo ti sia utile. Lascia un commento qui sotto. Puoi anche contattare EPIC Rappresentante del cliente online di Powder Zelda per ulteriori informazioni."
— Emily Chen, Ingegnere